
#boiler
Tech Tips:

This tech tip was written by Jennifer Manzo. Thanks, Jennifer! As an HVAC technician in Maine, I've seen my fair share of aging systems, but nothing quite prepared me for the sight that greeted me while responding to a “no heat” call in a multi-family apartment building this winter. Stepping into the boiler room of […]
Read more
About a month ago, one of my techs went on a “no heat” call. The house is a rectory for the church next door. The call came in, and after he ran it, I assumed the problem was solved since I hadn’t heard otherwise. A few weeks later, they called back, saying the boiler was out […]
Read more
If you’ve been in this trade for any length of time, I’m sure you’ve run into situations that have left you scratching your head. If you’re lucky enough, you have the ability to call a senior tech, service manager, or company owner to bail you out of this situation. But have you ever run into […]
Read more
Modulation motors are not often seen in residential equipment, but we see them a lot in commercial and industrial applications on many different types of equipment. I see them primarily on larger burners to control the fuel firing rate, but they also control water flow through heating coils, the water level on cooling towers, and […]
Read more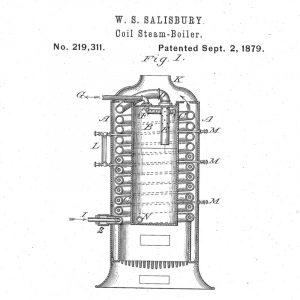
With cold temperatures right around the corner, it is a good time to brush up on our steam now, and there's no better way to do that than by reading an article by Dan Holohan. This article was written by Dan Holohan and published at HeatingHelp.com HERE. It has been reposted here with permission. This […]
Read more
This tech tip was written by a friend of HVAC School, Brian Mahoney. He is an HVAC instructor at Western Suffolk BOCES/Wilson Tech. Thanks, Brian! The podcast on delta T for A/C the other day got me thinking about the formula I learned in school about calculating the GPM of a hydronic system. We will […]
Read more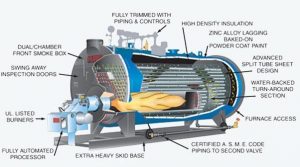
This series of articles is written by senior boiler tech (and all-around swell guy) Justin Skinner. Thanks, Justin. There are quite a few different types of boilers out in the world. They come in all shapes, sizes, pressures, and types of fuel burned. I'm going to go over some of the more common ones, their […]
Read more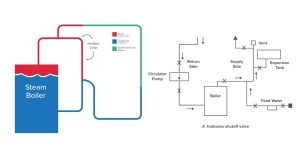
Please note: There have been some legitimate questions about a few of the points in this article and the diagrams. While Justin Skinner is an experienced tech and totally qualified to write this article, we will be specifically looking into the question of the best location of the circulator pump and addressing the “point of […]
Read more
This article was written by Senior Boiler Tech Justin Skinner. Thanks, Justin. Oil burner nozzles are present in most forced combustion air burners. They are used with an oil pump to atomize fuel oil and allow it to burn. Atomizing is raising the pressure of the fuel and forcing it through the nozzle. Essentially, the […]
Read morePodcasts:

In this short podcast episode, Bryan tackles the following question: What is DX? In short, DX stands for “direct expansion,” which means that you cool the end product via the refrigeration cycle. We blow air over an evaporator coil, which allows the refrigerant to take up heat from the air and directly expand. Chillers, […]
Read more



