
Get Tech Tips
Subscribe to get free tech tips.
Refrigerant Leak Detection and Prevention: Epic Article

Let’s face it, refrigerant leak detection and prevention will always be important in our trade. Whether we’re dealing with leaks from corrosion or poor connections, we will always run into them in some form.
We’ve touched on refrigerant leak prevention and detection quite a lot at HVAC School. Many of our articles, podcasts, and videos cover electronic leak detectors, brazing best practices, flaring tools, and even the likely cause of mini-split line set leaks. However, this article will serve as the refrigerant leak prevention and detection master guide.
You can expect to find all of the basics of brazing, flaring, nitrogen pressure testing, bubble testing, and electronic leak detection, as well as many sources of more advanced material.
Caveat: everything leaks
We will never see a 100% leak-proof system. Everything leaks a little bit, if even only at the microscopic level.
Although we may not see leaks with the naked eye, there may be microscopic flaws in the metal that allow for a leak rate of a mere ounce over several years. Think about how tiny a molecule is; many of them could slip through a leak of the same width as a strand of hair.
However, leaks can worsen over time. Stress sources like high temperatures, corrosion, and vibration can cause leaks to worsen over time.
The goal of leak detection is to find significant leaks, especially in cases where a system performs poorly or where the EPA-mandated leak rate is exceeded.
Once we understand the objectives of leak detection, we can focus on serving customers to the best of our abilities, not pressuring ourselves to reach an impossible standard.
Preventive practices: brazing or soldering

Brazing allows us to make a system clean, dry, and tight from the beginning. As with pretty much everything else we do, it’s a skill that requires lots of practice and refinement. However, there are some best practices that anyone can use to reduce the likelihood of leaky joints.
There’s a difference between brazing and soldering, even though the practices are similar. Soldering refers to the bonding of metals at a temperature below 840°F; we braze at temperatures above that threshold. Metals with low melting points, like aluminum, should have soldered connections and patches instead of brazed ones. Copper has a relatively high melting point, so we typically braze it.
Preparing your copper for brazing
Before you even think about picking up your torch kit, you must ensure that your copper is prepared for brazing. That means that you’ll have to clean it, deburr it, and make sure the fitment is tight.
To avoid getting burrs and shavings into the copper, be sure to sand the copper down before you cut it. If you sand the copper AFTER it’s been cut, you may get tiny shavings into the tubing, which may result in restrictions.
When you cut your copper, you will want to get an even, clean cut with a proper tubing cutter. A jagged cut will make for a lower-quality connection, so you’ll want to make sure the cut is straight and make many slow rotations with your cutter.
You will also have to deburr or ream your copper; when you do that, be sure to have the copper angled downward so that the burr falls out of the tubing, not back into it.

Once you have prepared your copper tubing, try fitting it into the place where you will braze the joint. If you have too much of a gap between the two, you may have to use bushings or reducers to make the copper fit together.
Choosing the proper alloy, flux, and brazing rod
The alloy you choose will depend on the base metals; copper-to-aluminum brazing or soldering requires a different alloy than copper-to-copper brazing. However, in any case, all alloys should have good flow, be as ductile as possible, and have a melting point well below the lowest melting point of the base metal(s) you’re joining.
The more ductile an alloy is, the more flexible it will be under stress. high-silver alloys tend to be more ductile, which is why 15% silver alloys are generally more desirable than 5%. (You can even find alloys with up to 56% silver.)
Brazing rods are made of alloys and may or may not contain flux. Flux may be channeled inside the rods, coated on the rods, or come in an external form that you apply at the joint, and it prevents oxides from forming on the base metal during heating. When you have an external flux that needs to be applied straight to the base metal, lightly coat ONLY the male end of the tubing. Some fluxes are also corrosive, so you’ll want to wipe the flux away with a wet towel after you’ve finished brazing.
In cases where you are brazing copper only, you will want to make sure you have a flux-coated phosphorus-bearing rod. In this copper-to-copper application, the phosphorus acts as the fluxing agent, so no additional flux is required.
Brazing or soldering metals other than copper
When you are brazing steel or brass, you do NOT want to use an alloy that contains phosphorus. Instead, use a flux either applied onto the base metal or contained in or on the rod.
When brazing steel, use a flux-coated rod with high silver content (45-56%); you may also consider using an external paste flux if you don’t have flux-coated rods. Brass also works well with high-silver flux-coated rods, though you may alternatively use external chemical flux.
Dissimilar metals will have special consideration. When bonding copper to aluminum, use a special rod for that metal combination, as the difference in properties of aluminum and copper requires special care. AL-COP by Solderweld is an example of a good brazing rod for copper-to-aluminum bonding.
Flowing nitrogen

When you braze, you heat the base metal rapidly, which can cause oxides (or a blackish scale) to form when the metal reacts with oxygen at a high temperature. Oxides also weaken the bonds and can cause potential leak issues down the line, so we can displace the oxygen inside the system lines by flowing nitrogen while we braze.
Before we flow nitrogen, we will first want to purge the lines to chase everything out of them. You can use a flow regulator to purge the lines, usually at a rate of 20-100 standard cubic feet per hour (SCFH). Flowing requires us to move a lot less nitrogen, as your typical flow rate will be 2-5 SCFH or just a whisper of nitrogen.
Proper torch use
Although brazing rods and fluxes are critical, the success of a braze job depends on how well we heat the base metal. If we don’t heat the base metal properly, we may fail to draw the alloy into the joint and create a proper seal. To heat the base metal properly, we need to make sure our torch rigs, flames, and brazing practices are sufficient.
Preparing the torch rig
First of all, we have to pay attention to our torch rigs. Many of us will be using an oxyacetylene torch (though some people may use air-acetylene). In the case of the oxyacetylene torch, you must have just the right mix of oxygen and acetylene, typically five and five or ten and ten. In many cases, you can light the acetylene first and then bring on the oxygen after you have a flame. Only use a proper striker when lighting your torch; cigarette lighters, matches, and butane grill lighters are potentially more dangerous.
Flame type and appearance
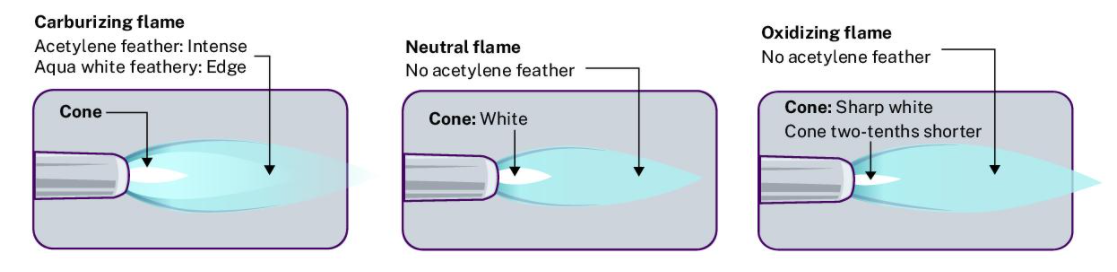
You should have a neutral or slightly carburizing flame. That means that the oxygen and acetylene content should be pretty balanced. A neutral flame will have a white cone in the middle of the blue flame, and there may be a VERY SLIGHT cyan secondary feather. A carburizing flame has a large cyan secondary feather around the white cone.
In any case, you will want to avoid an oxidizing flame, which has a very short white cone in the center and no secondary feather. These flames are oxygen-heavy, meaning that they could react with the copper and cause a black scale to form. That black scale is called cupric oxide, which can lead to restrictions if it’s inside the copper. You can help prevent the buildup of cupric oxide by flowing nitrogen while brazing.
Heating the joint properly
Avoid moving the torch around too much when applying heat to the joint. Many inexperienced techs are afraid of burning through the base metal while brazing; as a result, they wave the torch too much and don’t get the base metal hot enough to draw the alloy into the joint. (Copper should be 1200-1300 degrees and turn a dark or medium cherry red color before you apply the brazing rod.) To protect nearby valves, bulbs, and tubing insulation from heat damage, we can cover them in wet towels or heat-blocking putty (like Refrigeration Technologies WetRag).

Finishing up a braze job
When the alloy gets drawn into the joint, it will ideally create a nice seal around the joint. It doesn’t have to look like a perfect cap, but that’s what many people try to go for because it’s functional and looks nice.
Wait for the joint to cool off on its own for at least 20 seconds before applying a wet towel to it. If you apply a cold, wet towel too soon after the braze job, you may end up stressing the metal. After you cool the joint, you can apply a bubble solution and use a mirror to look for imperfections around the joint. You may notice some black scale or dried flux around the joint; clean that off with a rag.
Once you’ve cleaned and cooled the tubing properly, you may begin preparing for your pressure test.
Leak preventive practices: proper flaring
We often have to make flares in the field, especially for ductless installs. However, flares are notoriously common leak points, so we have to look closely at our best flaring practices to ensure that we do all we can to prevent leaks.
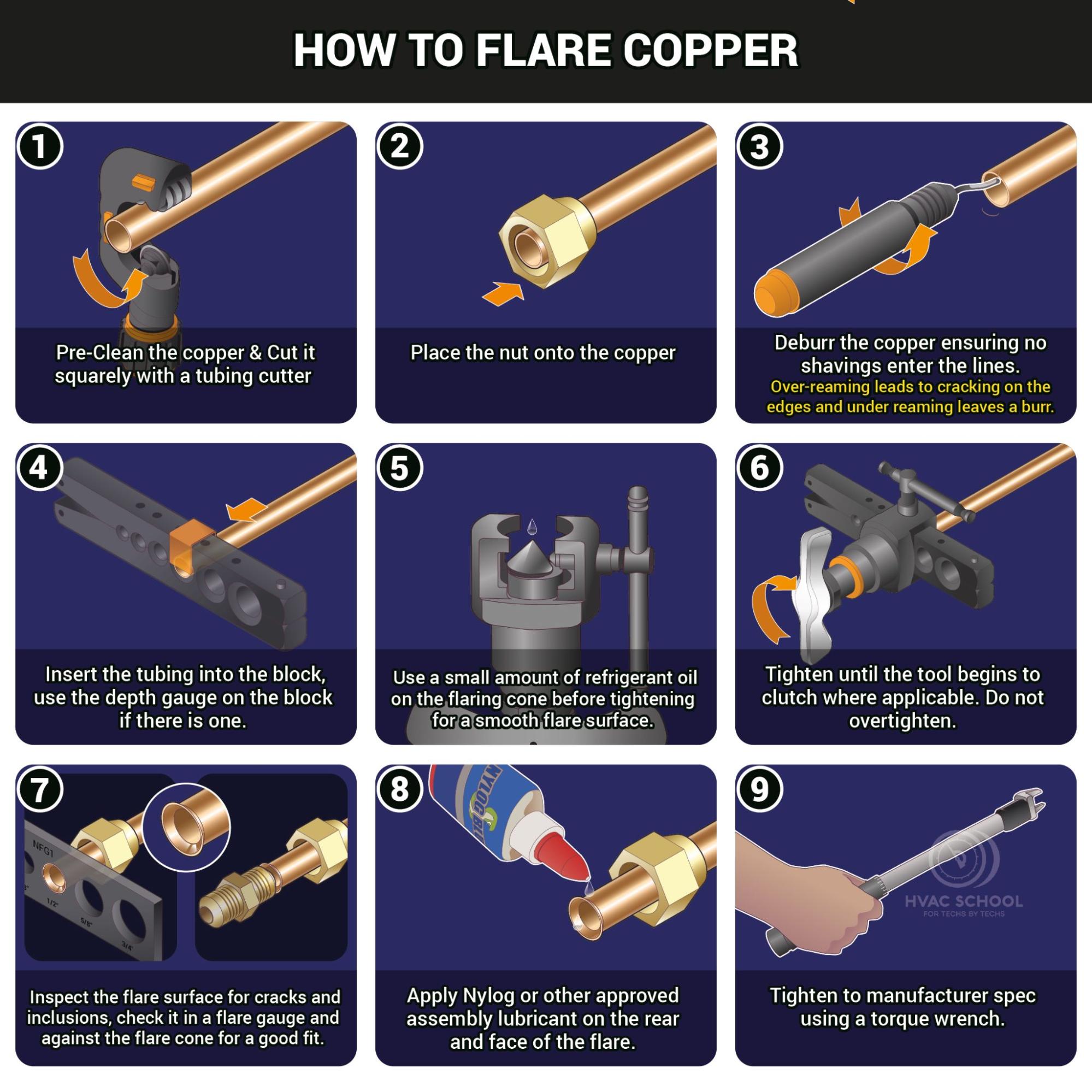
Preparing the copper
As with brazing, you also have to make sure your copper is clean, cut squarely, and ready for flaring before you actually make a flare.
The first thing you’ll want to do is make sure the copper is squarely cut. If you need to cut the copper, clean it first. I don’t trust factory-made flares and don’t recommend you do it either, so I typically clean the copper past the flare and cut it off to start fresh.
Then, you can deburr the copper. Again, make sure you keep the end of the tubing facing down as you deburr so that the burr and any copper shavings fall out of the tube, not into it.
There may be times when you can’t deburr copper in the downward position because of the way it’s attached to the system. If you can’t bend the copper downward at all, you may attempt to deburr the copper and then use a refrigerant line cleaner to send a foam pig through the lines to blow out any debris. If you don’t have a means of blowing the burr out, then you’re better off not deburring at all.
While it’s good to deburr the copper, try not to overdo it. If you get a little overzealous, you risk thinning out the copper and making a low-quality flare that may crack.
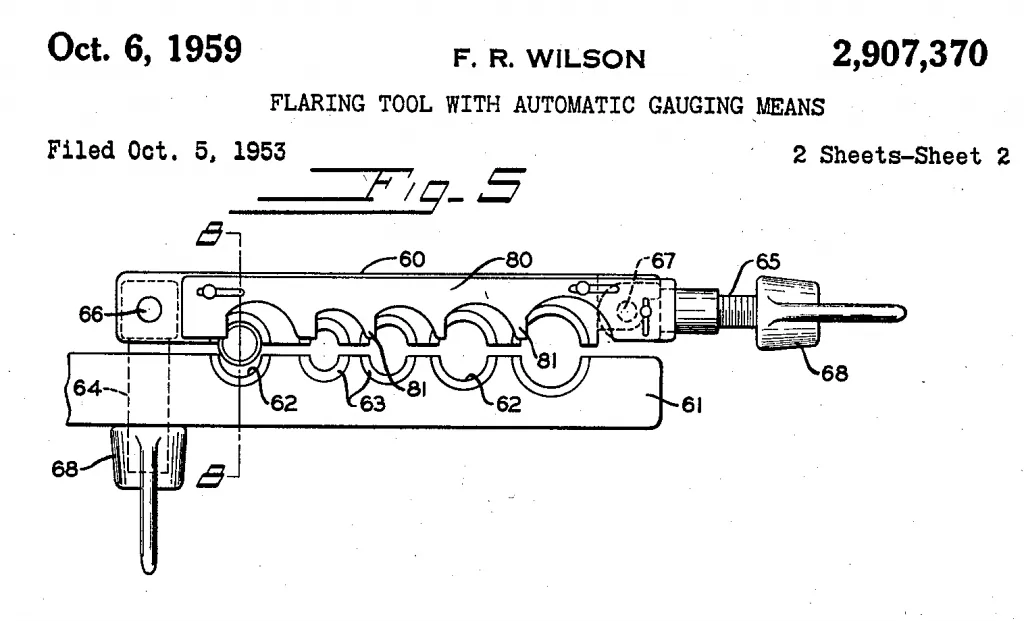
Flaring tools
To flare the copper, you’ll need to use a flaring tool, whether that be an old-school flaring block, a handheld tool, SPIN drill bits, or a cordless automatic flaring tool.
Before flaring the copper with ANY tool, make sure you get the flare nut on. Otherwise, you’ll probably have a hard time getting it on after the flare has been made!
Flaring blocks
Flaring blocks are tried-and-true tools that will get the job done, but they also make it easy to mess up if you don’t know what you’re doing. By that, I mean that you’ll need to make sure you’ve set the proper depth. As a rule of thumb, you’ll want to aim to bring the copper up just a dime’s width above the block to get the proper depth.
Handheld flaring tools

You may also use a handheld flaring tool, something many technicians swear by. These are generally more user-friendly than the flaring blocks, as many have depth stoppers. However, it’s still possible to overdo your flares if you tighten them down too much. (Although some flare tools, like the Hilmor 1838952, have a ratcheting mechanism that stops the flare process before you can overtighten them. Basically, an orbital cone rolls the flare cone onto the end of the pipe.) When making a flare manually with a block or handheld tool, you may want to add just a drop of refrigerant oil or assembly lubricant to make the surface really smooth.
SPIN flaring tools

A rather innovative product is the SPIN flaring tool that attaches to a drill. You basically insert the bit into the copper and run your drill. The friction against the side of the copper will create heat, which anneals the copper (making it more ductile or “soft”). With the copper softened, the spinning action can create a flare, though not at a perfect angle. However, SPIN claims that the annealed copper is so soft that the flare nut can set the angle right; we’ve tried this method many times and have gotten consistently good flares.
When using the SPIN flaring tool, be sure to wear gloves. The annealing process makes copper hot to the touch, so you’ll want to protect your hands.
Cordless flaring tools

Some people may call this last method “cheating,” but there are battery-powered flaring tools that allow you to insert the copper, press a button, and then wait a few seconds for the perfect flare. These tools typically come with depth stoppers and control the torque, so you pretty much just have to press a button and watch the magic happen.
NAVAC has an excellent cordless flaring tool, the NEF6LM. Many of us at Kalos use it to make flares for ductless units, and it makes the job so much easier. You can find the NEF6LM for sale at TruTech Tools HERE.
You can also put a dab of mineral oil or assembly lubricant (like Refrigeration Technologies Nylog) on the cone of the cordless flaring tool to get a smooth, round, burnished flare.
Assembling the flared connection
Once you’ve made your flare, check to see how the flare nut fits over it. You should be able to see the inside of the flare, and the nut shouldn’t get its threads caught on the flare’s edge.
Before assembling the connection, touch the flare to the mating surface and see how it fits. If you rotate the flare slowly as it touches the surface, you shouldn’t feel any major bumps or irregularities. Once you’re sure that you’ll get a solid connection, you can add just a drop of non-hardening thread sealant to the threads and mating surface to get a nice, tight connection. Be careful not to over-lubricate the threads, as you may put yourself at risk of overtightening the flare nut when you tighten it down with a torque wrench. Putting a dab of oil between the nut and flare cone also helps reduce the chance of the nut spinning the tube when tightening.
When you’re ready to begin assembling everything, hold the flare to the mating surface and tighten the flare nut over the threads with your fingers. Stop once you get the flare nut finger-tight.
Now, it’s time to bring out your torque wrench. You’ll want to consult the manufacturer’s literature for the recommended torque specs based on the piping diameter. Adjust your wrench to reach the recommended torque (usually in ft-lbs) before you even touch the flare nut.
When you use a torque wrench, only apply force to the handle; additional force elsewhere will result in a false reading (and inaccurate torque applied to the flare nut). Tighten it down according to the torque wrench’s settings and the manufacturer’s specs.
With your flare assembly all ready, you can move on to the leak testing and detection phase.
Testing for leaks with a nitrogen pressure test
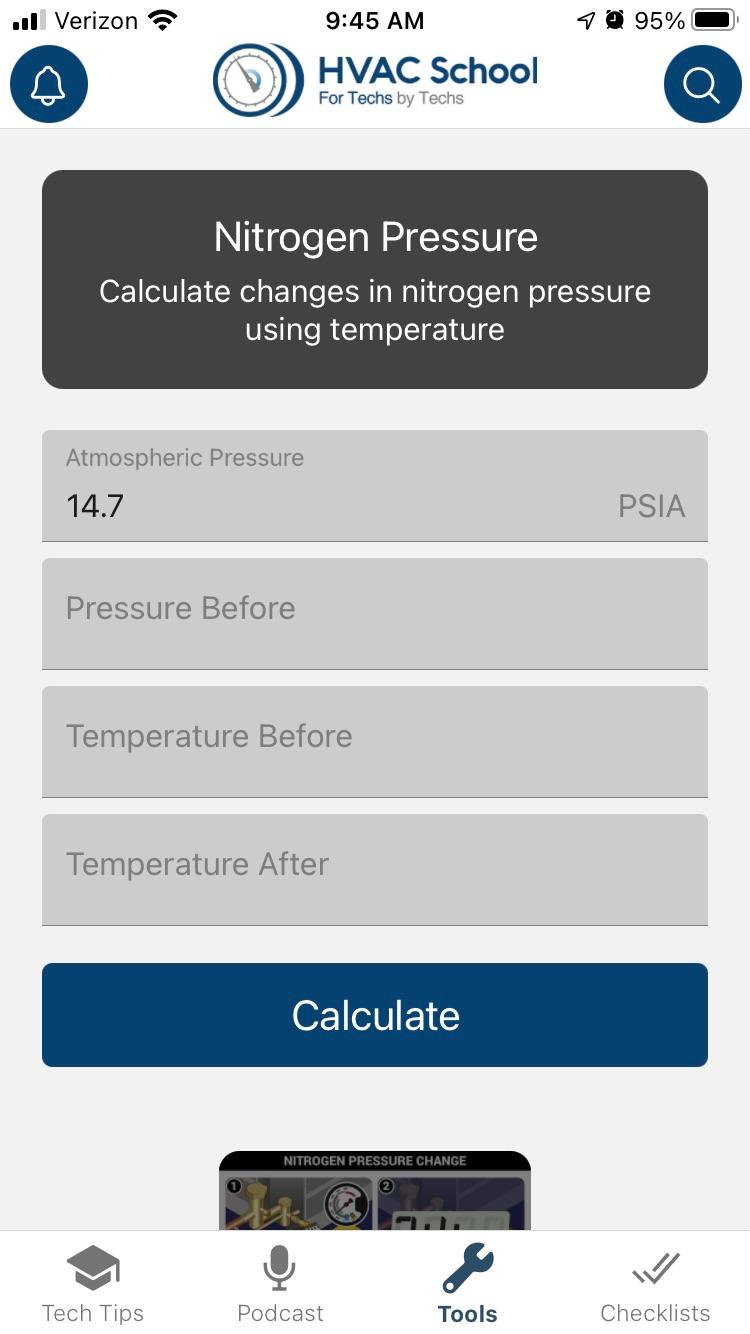
A standing pressure test with nitrogen lets us see if the system leaks at an unacceptable rate. We can do a standing pressure test before even putting a unit into service, or we can use it to locate leaks on existing systems. You may also need to use a nitrogen pressure calculator when performing long-term tests, especially when you’re dealing with variable temperature conditions. HVAC School has a nitrogen pressure calculator on the “Calculators” page of our website or under “Tools” on the mobile app, shown below.
Doing a visual inspection to find obvious leak indicators
First of all, you’ll want to do a thorough visual inspection. If you’ve just installed new copper, you should have already checked each joint with a mirror.
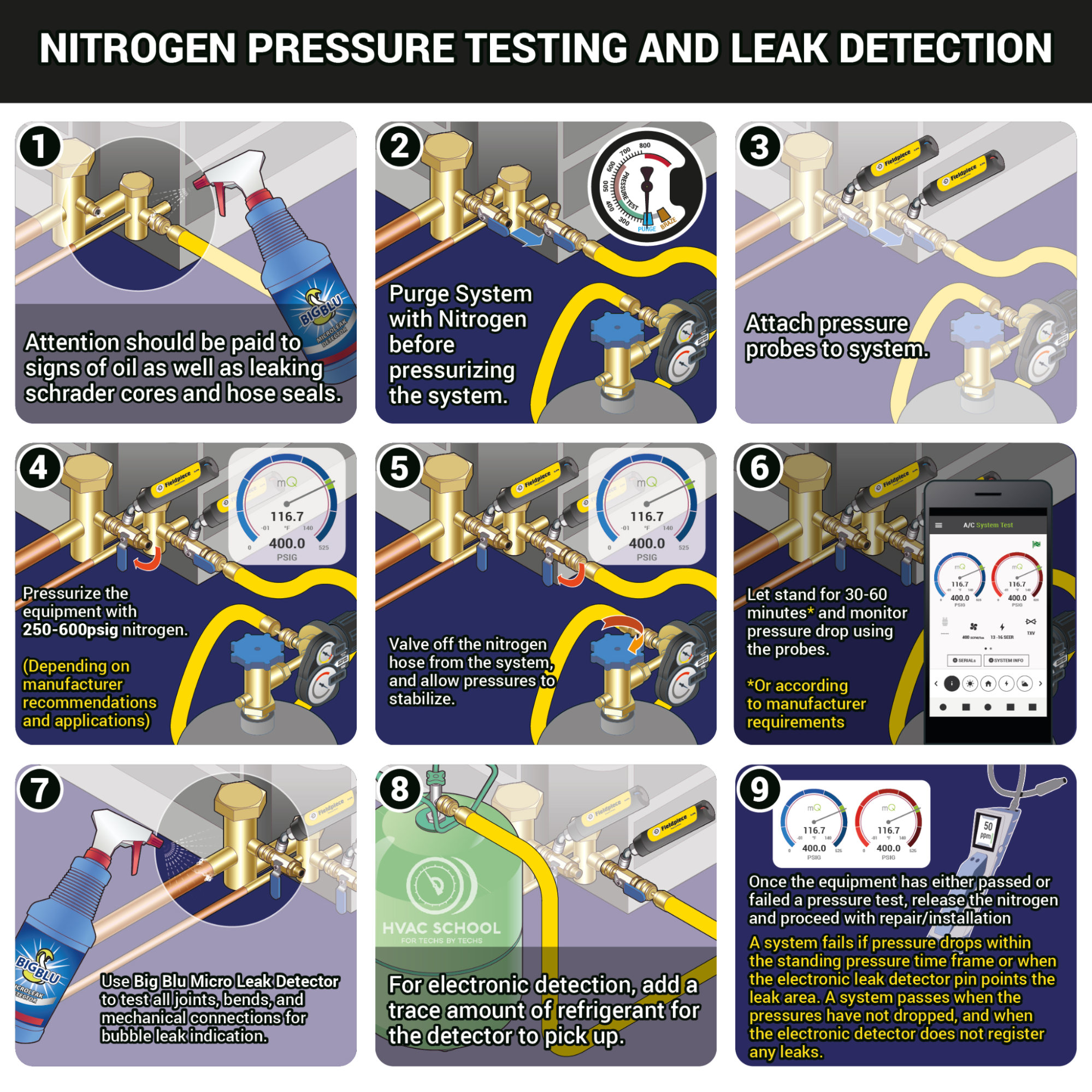
However, if you’re working on a system for the first time, check for leak indicators like oil spots. You may also want to bubble-test the Schrader cores (and core removal tools, which we recommend using) to see if they’re leaky. It’s best to put a cap on the Schrader port WITHOUT a seal so that you can check for leaks without spraying bubble solution directly into the Schrader ports. If the cores are leaky, you’ll want to replace those and eliminate them as a potential leak source.
Ensure that your caps and hoses have the appropriate seals, as those could be leak points.
Preparing the system for a standing pressure test
After you’ve inspected the joints, Schrader ports, and other leak-prone areas, it’s time to hook your hoses up to the Schrader ports by using core remover tools. As said before, make sure these hoses have the proper seals; you can even bubble-test your hoses as well to make sure they aren’t leaky.
Once you’ve hooked up your hoses, purge the system by sending nitrogen through the lines. Again, purging is different from flowing, as it typically occurs at a rate anywhere between 20 and 100 SCFH at high pressure, whereas we usually only flow nitrogen at a rate of 2-5 SCFH at low pressure.
Then, you can apply your pressure probes to the system. It’s best to use core remover tools and tighten the probes down right at the CRTs. It’s best to avoid using manifolds whenever possible, as manifolds create more potential leak points.
Pressurizing the system with nitrogen
Typical pressurization rates can be anywhere between 250 and 600 PSI. Since that’s quite a range, you’ll want to look up the manufacturer’s literature and see what the manufacturer recommends exactly. When in doubt, err on the side of caution to avoid overpressurization and causing damage.
When you reach the desired pressurization rate, you can valve off nitrogen from the system. (Again, that’s why core removal tools make standing pressure tests so much easier.) After the nitrogen has been valved off from the system, let it stand for at least 30 minutes (the longer, the better; some larger commercial systems should really stand for at least 24 hours). While the system stands, monitor the pressure at the probes. At this point, you may add some leak reactant to the valves, flare fittings, bends, and other common leak areas to see if bubbles form.
The pressure test is passed when the nitrogen pressure holds; there should also be no patches of bubbles on the leak reactant. Once you have a pass/fail verdict, you may release the nitrogen and either continue your work or rectify the leak source. If the equipment has failed the standing pressure test, then you need to pinpoint the leak to see what you exactly need to fix.
You may use a couple of different strategies to detect the leak.
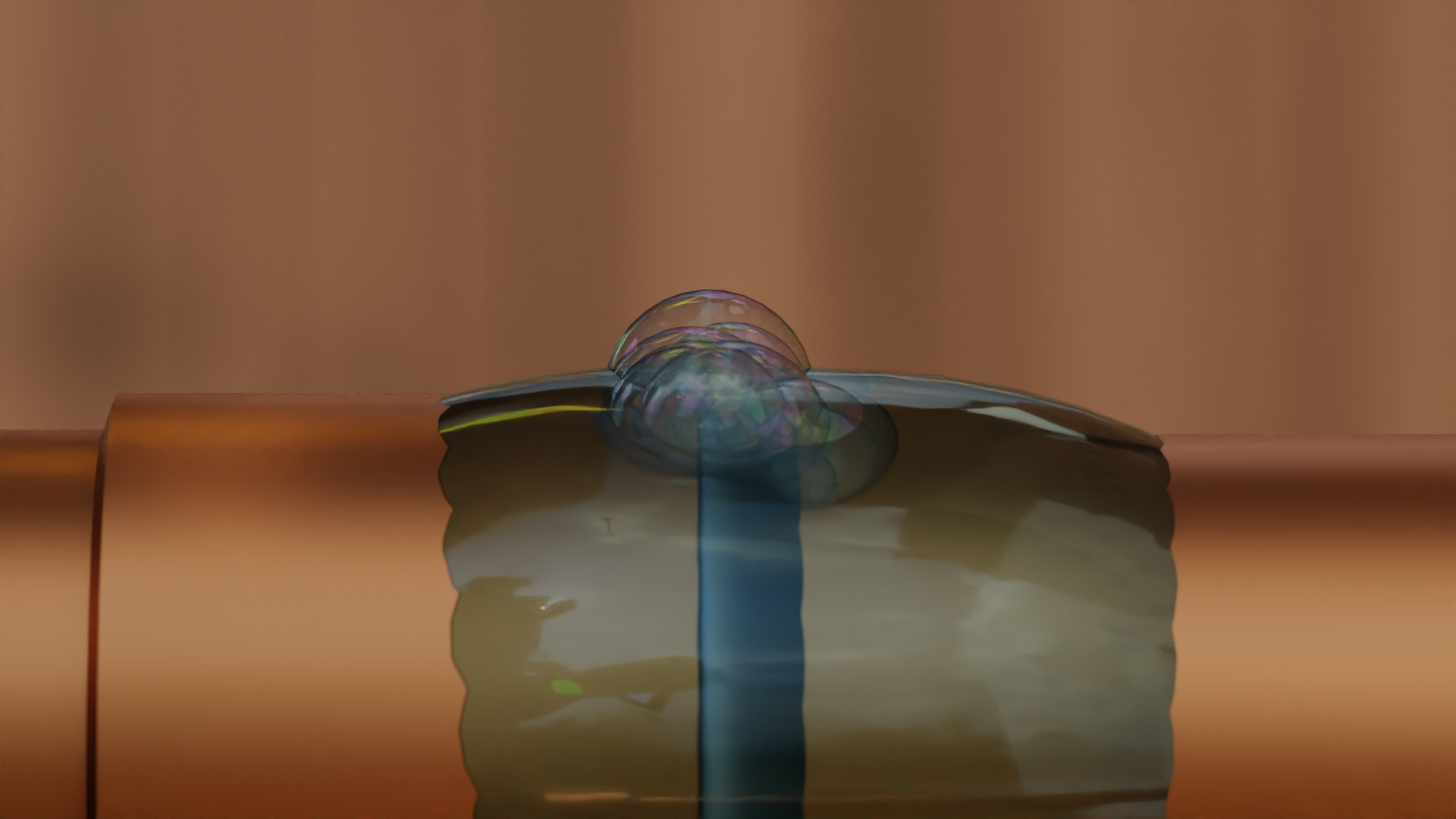
Refrigerant leak detection: the bubble test

You may also do a “bubble test” with a leak reactant to confirm the location and extent of a leak. Chemical leak reactants create bubbles on the tubing’s surface, as the nitrogen that is attempting to escape the system will be caught in the leak reactant first and show up as bubbles.
As you can see in the image above, smaller leaks show up as little “cocoons” of tiny microbubbles. Larger leaks, like the one on the underside of the line’s center point above, will have bigger, more visible bubbles. If you apply leak reactant to fittings and connections, make sure to apply it to all surfaces and use a mirror to inspect all surfaces for bubbles.
When you’ve finished confirming leaks with your leak reactant, you can simply wipe it off all surfaces.
We like to use Refrigeration Technologies Big Blu, which can detect leaks with rates as low as 0.5 ounces per year.

Refrigerant leak detection: using an electronic leak detector

Electronic leak detectors are portable devices that you can use to “sniff” for leaks in the refrigerant piping or coils, or some types of leak detectors can even “hear” vapor passing through a leak.
You will typically see electronic leak detectors come in three main varieties (worth using at all), heated diode, infrared, and ultrasonic. Heated diode and infrared leak detectors are designed to pick up a trace amount of refrigerant; those leak detectors can’t detect nitrogen in the lines because nitrogen makes up over 70% of the air in the atmosphere! You can add a tiny amount of refrigerant to the lines if you’ve already recovered the charge or have yet to release the charge in a new system. Ultrasonic leak detection works a bit differently, and you can even use it without adding refrigerant because it doesn’t “sniff” refrigerant.
Heated diode leak detectors

Heated diode leak detectors set the standard for sensitivity and tend to be great at pinpointing leaks. Their sensors are very sensitive and can pick up even small refrigerant leaks. Unfortunately, the sensors are prone to fouling and may need relatively frequent replacement, which can be costly. Heated diode leak detectors also need a little bit of time to warm up before use and may pick up false positives from other substances, including soap bubbles.
Infrared leak detectors

Infrared leak detectors constantly compare their surroundings to look for abnormalities, such as the conditions created by leaking refrigerant. Since they are always recalibrating themselves, you must constantly move them to find a leak; if you hold an infrared leak detector completely still over a leak, it probably won’t recognize the leak. As such, it’s a bit more difficult to pinpoint leaks and estimate their size than with a heated diode leak detector. However, infrared leak detectors’ sensors are acceptable for the job, typically last long, and are less susceptible to false positives than heated diode leak detectors.
Ultrasonic leak detectors

Ultrasonic leak detectors come with a set of headphones to allow you to hear leaks. In other words, they rely on picking up sounds instead of chemicals. You can use these to find leaks on flat systems as long as you flow nitrogen, as it will pick up the sound of nitrogen escaping the system through the leak.
Ultrasonic leak detectors can be invaluable tools, but they work best on systems that have oil on the inside of the tubing; when you have oil on the inside of the tubing and water on the outside, the leaking vapor passes over liquid and creates a squealing noise.
Accuracy tips for electronic leak detectors
Some may argue that electronic leak detectors are too finicky, so using them to pinpoint leaks is a waste of time. Although electronic leak detection can be tricky, it can be quite useful when done correctly, especially on coils; you may be able to pinpoint a leak without cutting through the fins to spray the coil with bubbles.
Know your leak detector's limitations
Some leak detectors sound off near soap bubbles, certain cleaners, or when the tip is blocked by something. Make sure you also know what type of leak detector you have, as each type has different possible causes for false positives. Be sure to remember if you need to keep the detector moving at all times or if you can hover it over a leak.
Leak detector care and maintenance
Keep your detector away from moisture at all times, as water can damage your leak detector. You will also want to change your sensor in heated diode leak detectors after 100 hours of use or so. To see if your leak detector still works, it helps to keep a test vial of refrigerant on hand; you can have your detector “sniff” the reference each time before you use it to make sure that it’s in the condition to pick up a leak.
Use your senses and other methods to locate leaks, too
It helps to look for potential signs of a leak beforehand, including formicary corrosion and oil spots. When looking for hits, be sure to move slowly; don’t jump from one part of the system to another or speed through the lines too quickly, or you could miss something. You might also want to move from top to bottom, as refrigerant is heavier than air and is likely to sink, which may cause you to get a hit somewhere below the actual leak if you go from bottom to top. Once you do get a hit, it’s a good idea to pick it up multiple times to confirm that there is a leak.
Even after you pinpoint a leak with an electronic detector, it’s a good idea to confirm it with some soap bubbles. Bubbles can also give you a better idea of the leak’s size.
The last resort for refrigerant leak detection: line isolation test
There may be some cases where you can’t find a leak at the coils OR the joints, valves, or fittings on a split system. In that case, you likely have a leak inside the line set and may need to do a line isolation test to confirm it. However, you BETTER be sure that you haven’t missed a leak in the coils or at a connection.
Line set leaks seem to have been getting more common in ductless units lately, possibly due to the chemical properties of the white polyethylene insulators or poor-quality copper. In some cases, you may be able to tear the insulation and get a hit with your detector through the tear. Otherwise, you will have to do a line isolation test.
Before you start a line isolation test, be sure to do another thorough refrigerant leak detection at the connections and on the coils. Double-check for corrosion and oil spots throughout the system and keep all of your electronic leak detector best practices in mind.
If you fail to find a leak despite using an electronic leak detector, bubbles, and a pressure test, then you can think about starting the line isolation test.
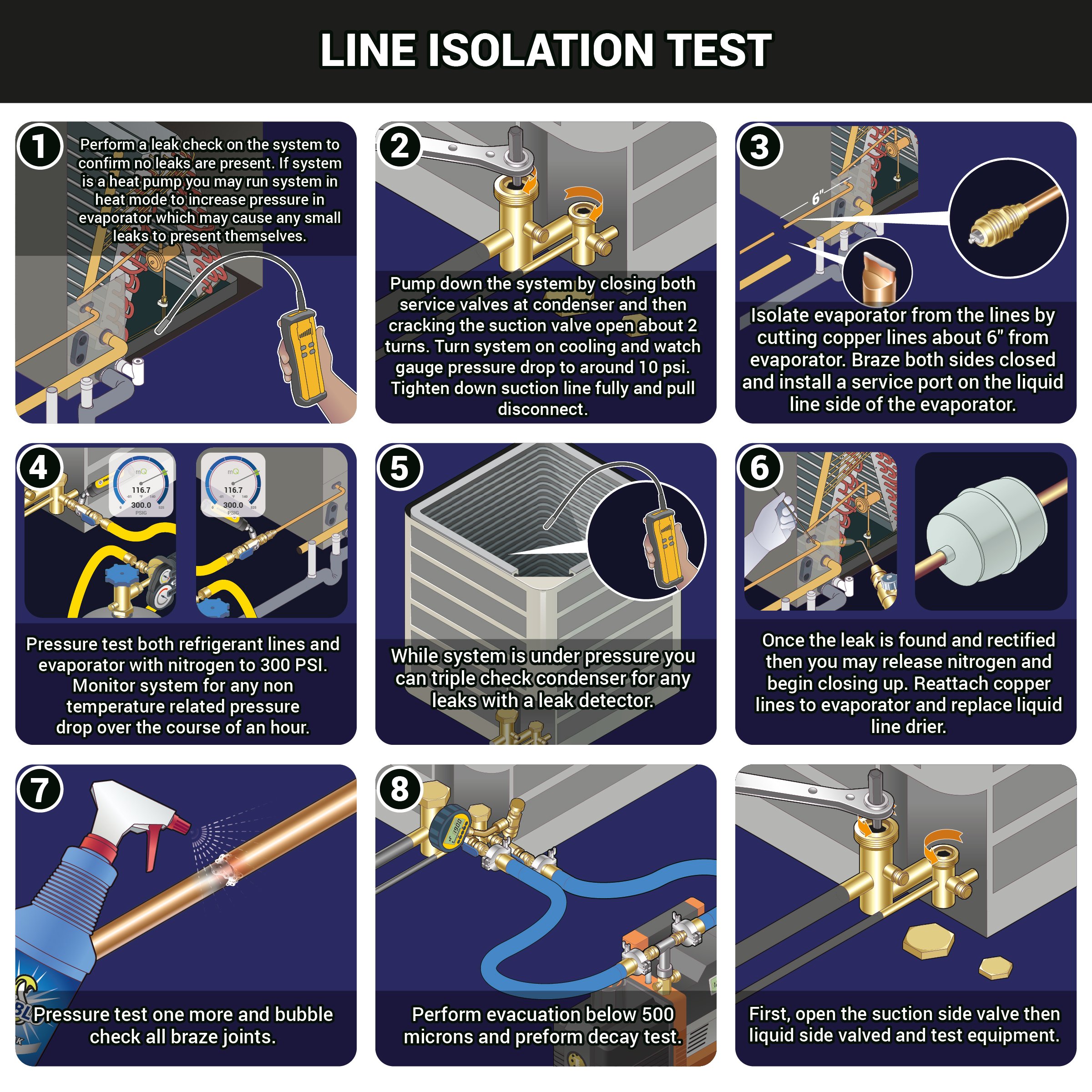
How to do a line isolation test
You would start by pumping down the system to get as much refrigerant into the condenser as possible. Recovering the refrigerant and recharging the system is not a good idea, as the refrigerant may become contaminated by the recovered refrigerant and sludge inside the recovery tank. So, it’s best to pump down the system, close the service valves, and recover only the residual refrigerant.
Isolate the lines by cutting them near the evaporator coil and pinching them off. If possible, pinch off both sides and install a service port on one side.
Then, pressurize the individual lines and the evaporator coil. I generally recommend pressurizing the lines to 300 PSI, but you need to follow the manufacturer’s low-side pressure protocol for the evaporator. For best results, use high-quality pressure probes to monitor the pressure drop over time.
Wait at least an hour for your pressure test results. In that time, do a thorough leak detection on the condenser coil again. If you still have time, take care of other important tasks at the job site, like cleaning the drain.
Once you find the leak source, you must rectify it. If the leak is in one of the coils, you’ll probably have to quote the coil (though you may be able to patch an aluminum U-bend). If the leak is indeed in the line set, you may need to rerun and quote a new line set. You may also need to cut out your liquid line filter-drier and braze in a new one.
After you’ve rectified the problem, do a standing pressure test and a bubble test. If the system passes the test, you can pull a deep vacuum (below 500 microns) and open the service valves to put the system back into service.
If you want to learn even more about refrigerant leak detection, I highly recommend checking out the articles and videos linked throughout this mega-article. I also suggest reading Refrigeration Technologies’ Leak Detection Manual, which goes over the basics of refrigerant leak detection, some products you can use to help pinpoint leaks, and some practices for detecting unique types of leaks. You can read that manual HERE.
 Related Tech Tips
Related Tech Tips








Comments
To leave a comment, you need to log in.
Log In