
Get Tech Tips
Subscribe to get free tech tips.
HVAC/R Brazing Indicators


When brazing and soldering, we have a few things we need to accomplish to make a proper connection:
- We can't overheat the joint until it overheats the base metal or the flux where applicable.
- We must bring the entire joint above the melting temperature of the brazing alloy.
- Draw the alloy deep into the joint.
New techs often underheat, overheat, or take too long to complete a joint because they don't use visual cues to apply the alloy at the proper time. Those visual cues are brazing indicators, and we would be wise to pay attention to them.
Every metal and alloy responds a little differently, but we always use indicators of some sort to know when to start and stop brazing.
Some things you need to know before making a connection are:
- What is the melt temperature of the base metal?
- What is the working temperature of the alloy?
- Is flux required, and is it external or integral to the alloy you are using?
- What is the thermal conductivity of the metals?
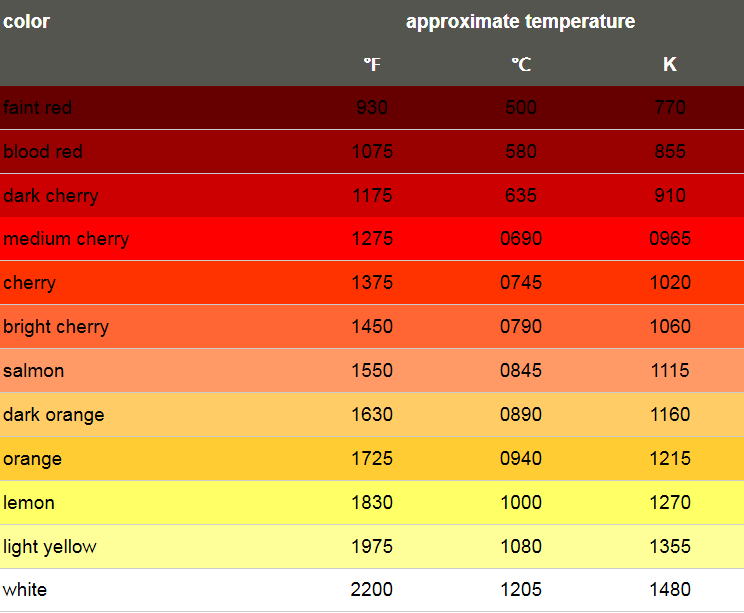
Most metals we work with will respond to heat similarly with a color change shown in the chart below. Notably, aluminum will show no change in color before it hits its melt point.
Copper to Copper
Copper-to-copper connections require no flux when we use rods that contain phosphorus. That is why rods using a small amount of silver, with the remainder of the rod being made of copper and phosphorus, are common.
Most of these phosphorus/copper alloys have a working temperature of around 1200°F, and copper has a melting temperature of around 1950°F. A quick look at the chart above will show you that your ideal brazing indicators would be the “dark cherry” to “cherry” range of 1175-1275°F. That's when you can start applying the rod. We use the Solderweld 15% round alloy at Kalos.
You can watch a step-by-step guide on how to braze copper in an air conditioning system HERE.
Copper to Brass
Brass is a metal that is a mixture of copper and zinc. Brass has a lower melting point than copper but is great for casting, so many valves and other refrigeration components will be made of brass. It is preferable to use a high silver content alloy with either an external flux or a flux coated rod like the Solderweld 56% rod.
You will then heat both sides of the joint until you see the proper color on the copper and, to a lesser extent, in the brass as well. The flux will also act as an indicator because it will go completely clear and flat, giving both base metals a “wetted” look at about 1100°F (for most appropriate fluxes). Both the color change and the clear flux can indicate that the temperature is correct on copper to brass.
Copper or Brass to Steel
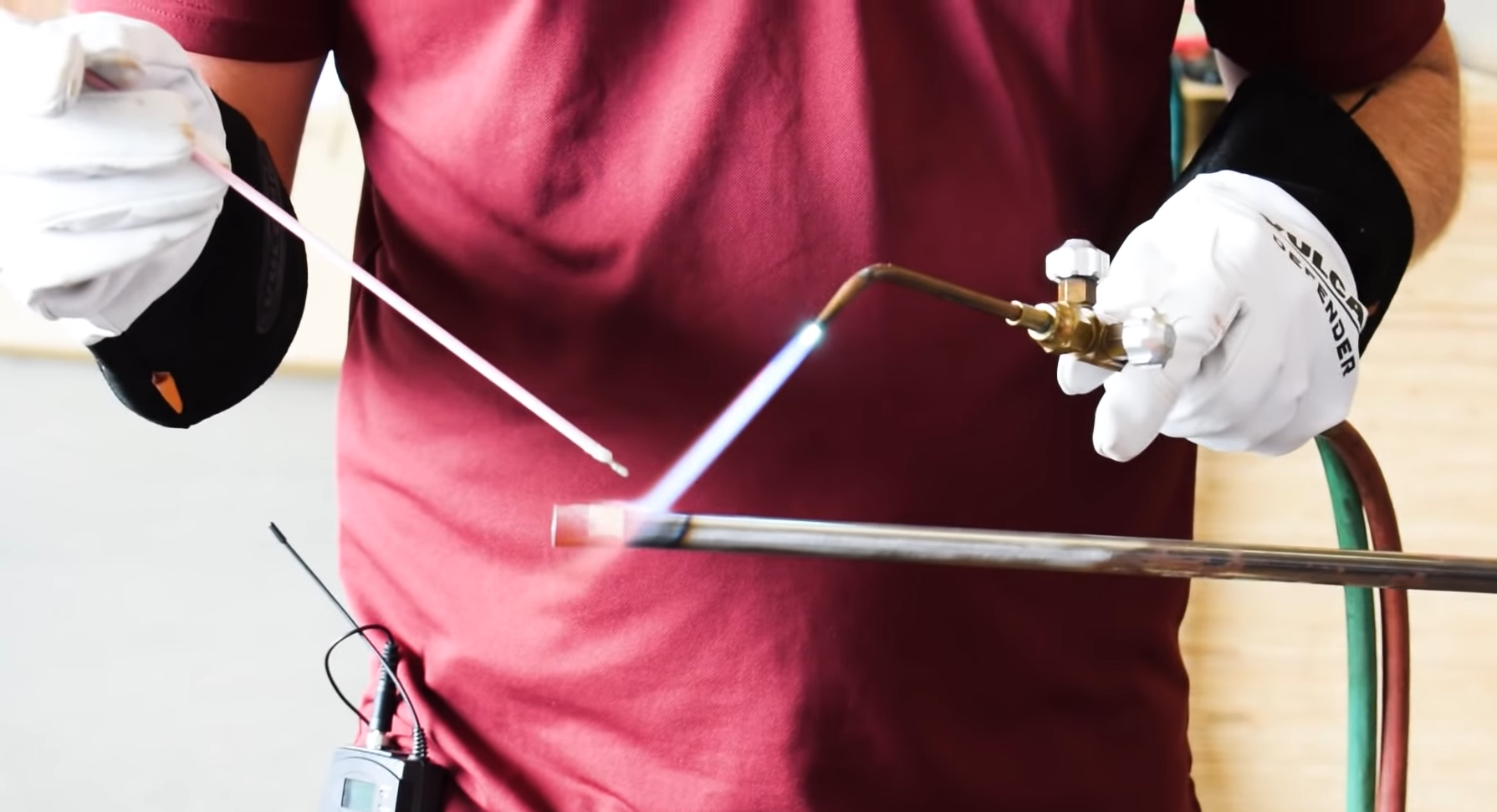
Brazing copper or brass to steel will definitely require a brazing alloy with no phosphorus and flux. Steel changes color in much the same way as copper, but it has less thermal conductivity; the heat you apply tends to concentrate in one spot rather than travel the way it does with copper. Steel doesn't melt until 2500°F, but the working range for the flux is generally 1100°F-1600°F (depending on brand/type), so you can easily overheat the flux when working with steel. You may also bump into the copper melting temperature of 1950°F if you aren't careful.
When working with copper or brass to steel, use the metal color in that “cherry” zone and the quiet, clear flux as an indicator of proper brazing temperature. (You can watch a demonstration of copper-to-steel brazing HERE.)
Aluminum

Aluminum gives you no indication of when it's going to melt, making it more tricky to work with. It also melts at 1220°F; if you are brazing aluminum to other metals, you are in the danger zone as soon as there is any redness in the other metals. When brazing aluminum to aluminum, patching aluminum, or working with aluminum to other metals, you need to rely heavily on the aluminum flux to tell you when it is time to apply the alloy.
For aluminum-to-aluminum work, we use Alloy-Sol from Solderweld because you can apply as much flux as you need. It also gives you a great indication of when to start applying the rod when the flux goes clear at around 600°F. (You can watch a video where I patch an aluminum coil and use Alloy-Sol HERE.)
For aluminum-to-copper connections, we use Al-Cop. That product has a flux built into a channel on the rod that can be held to the joint and will melt and run out when the proper temperature is reached. (You can watch a video where I braze aluminum to copper and use Al-Cop HERE.)
In all cases, we are looking for visual cues. Paying attention to brazing indicators will minimize the risk of overheating and damaging the base material, burning flux, or underheating and globbing up the rod onto the joint.
—Bryan
 Related Tech Tips
Related Tech Tips







Comments
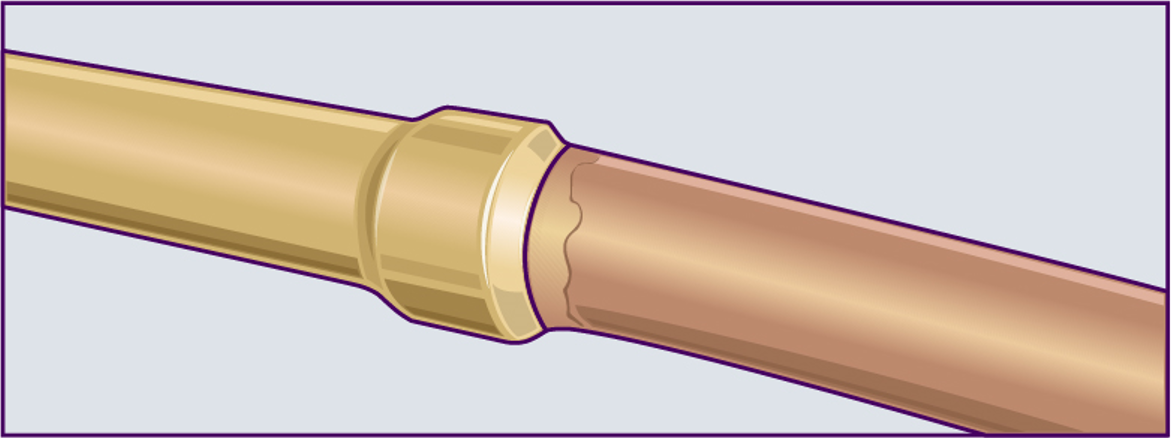
Be careful when creating swaged connections that they are snug for a good capillary action to draw the material into the joint. Loose joints will result in using excess material to cover the joint and the excess will be pushed into the system.
Be careful when creating swaged connections that they are snug for a good capillary action to draw the material into the joint. Loose joints will result in using excess material to cover the joint and the excess will be pushed into the system.
To leave a comment, you need to log in.
Log In