
Get Tech Tips
Subscribe to get free tech tips.
Gas Furnaces – What a Tech Needs to Know

It’s that time of year again—the furnace service calls are peaking. It’s a good idea to crack open Jason Obrzut’s book, Gas Heating: Furnaces, Boilers, Controls, Components, and listen to the many public podcasts and presentations by experts like Jim Bergmann.
At HVAC School, we’re fortunate to have had some of the industry’s greatest minds share their gas furnace knowledge on our podcast, in tech tips, and in some videos. So, this article will serve as an epic collection of gas furnace information on our site and links to some more in-depth individual resources.
Furnace Types
There are three main types of gas furnaces: natural draft, induced draft (80%), and high-efficiency condensing (90%+).
Natural Draft

Natural draft furnaces don’t rely on blowers to move air through the heat exchanger; these furnaces just have a flame that heats the air and relies on warm air’s natural ability to rise. The warm air rises, creating a vacuum that pulls more air in and forces the waste gases out of the system. Air is drawn in and expelled due to natural pressure differences.
Because of this, the heat exchangers need to be simple to allow for this natural convective flow. Therefore, less energy is transferred out of the flame and into the space, making them less efficient.
You do need to have air available for combustion to happen in the first place, and there needs to be an exhaust pipe exiting the structure. Natural draft furnaces are open-combustion furnaces, meaning that they draw in air from the surrounding area, not a sealed venting system.
Induced Draft (80%)

Instead of relying on the natural movement of heat, an induced draft furnace relies on an inducer motor to draw air into the furnace and over the more complex heat exchanger, and then the natural rise of the hot air exiting the flue takes over.
These furnaces are also called 80% furnaces because about 80% of the heat produced by combustion is used for heating.
Like natural draft furnaces, induced draft furnaces also rely on open combustion, meaning they pull in air from the surrounding areas. Of course, the inducer motor helps draw the air in, but the air still isn’t taken from a dedicated path.
High-Efficiency Condensing (90%+)

High-efficiency condensing furnaces differ from the other types in two key areas: (1) providing sealed combustion and (2) generating condensate when they cool down the flue gasses.
Unlike open-combustion gas furnaces, sealed-combustion furnaces bring air into the furnace via a sealed chamber. These furnaces generally don’t just draw air in from the surrounding areas.
These furnaces generate moisture that needs to be drained out, so each high-efficiency furnace needs a properly fabricated and trapped drainage system.

High-efficiency condensing furnaces may also be known as 90%+ furnaces because over 90% of the available heat produced by combustion is used to heat the home. Condensing furnaces are more common in colder areas where heating is used more frequently during the winter, though they offer advantages in all climates if the furnace is using air from conditioned spaces for combustion.
To learn more about 90%+ condensing furnaces and some common issues you may encounter, you can listen to Jim Bergmann’s podcast episode about them HERE.
Combustion

While heat pumps use the refrigeration cycle to transfer heat from a lower-temperature heat source to higher indoor temperatures, gas furnaces use a type of chemical reaction called the combustion process. This process extracts the energy stored in molecules and transfers that energy to the indoor space in the form of heat.
On the surface, combustion is a fairly simple reaction. However, if it isn’t properly set up and controlled, it can cause serious health or safety issues for occupants and technicians.
Combustion Triangle
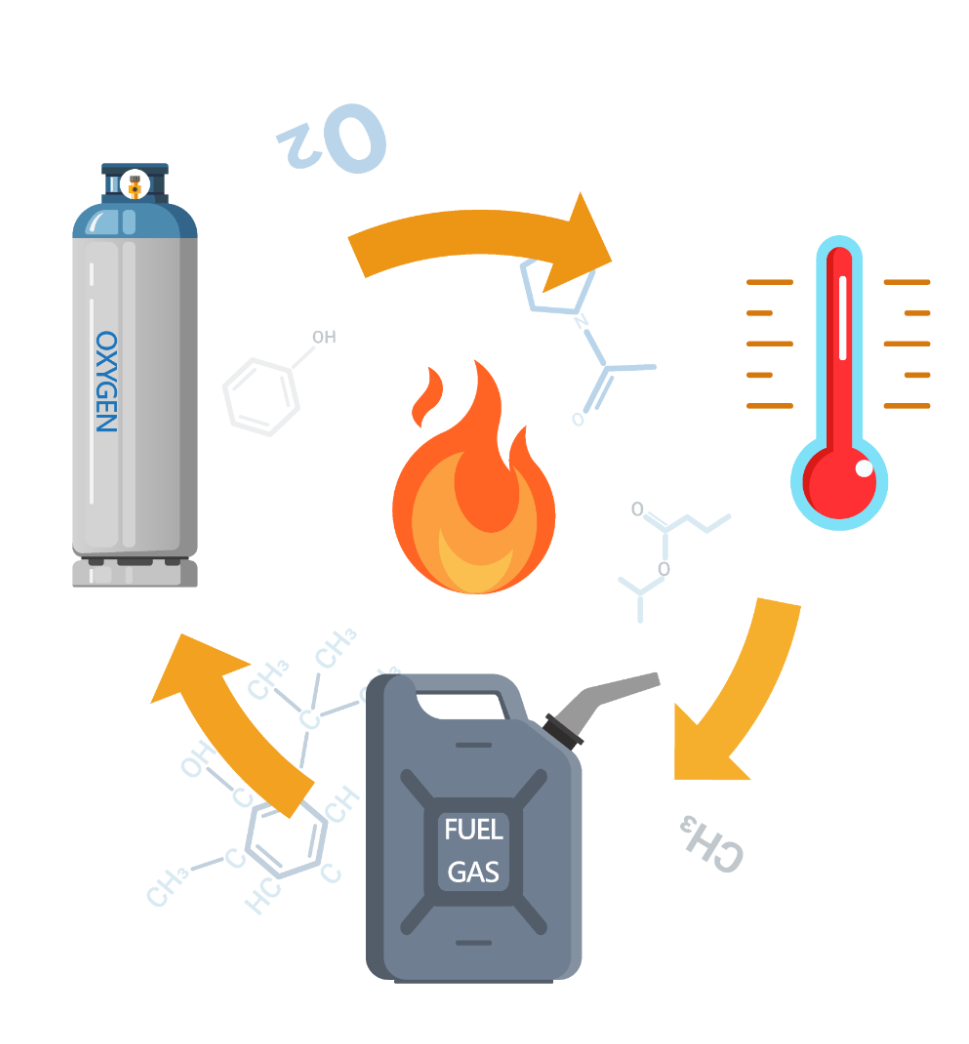
Three things are needed for flame propagation: oxygen, fuel, and heat. Together, these things make up the combustion triangle. If one of the three things is removed completely, the process ends. If all three are present, but the ratios are off, the combustion process can become incomplete, which presents health and safety hazards.
Oxygen for the combustion process in a furnace comes from the air, which can come from either the area immediately around the furnace (open combustion) or dedicated piping from outside (sealed combustion).
Fuel for combustion can come from a variety of materials—oil, liquefied petroleum (propane or LP), natural gas, and even wood. In the case of gas furnaces, the fuel will usually be natural gas, which is supplied by a utility company via underground gas lines, or LP delivered to an onsite storage tank. LP may consist of propane, butane, or a mix of both.
The heat needed to start the combustion process can come from a few different sources, including a spark, hot surface ignitor, pilot light, or a combination of those things. Each fuel has a specific ignition temperature. With gas fuels, the ignition source only needs to be applied at the start, or initialization, of the combustion process. Once the process is started, heat from the flame constantly ignites new fuel and air that enters the combustion area.
Natural gas needs a proper mix of fuel and oxygen for combustion to occur. Generally, there will need to be a natural gas composition of 4.3–15% for combustion to happen. If the air is composed of less than 4.3% natural gas, the mixture will be too lean, and combustion won’t occur. On the other hand, an air mixture with more than 15% natural gas will be too rich for combustion.
Combustion Products and Carbon Monoxide
Under ideal circumstances, combustion will take fuel and oxygen and convert those into carbon dioxide (CO2) and water vapor; this is called complete combustion, and it explains why condensation happens in furnaces.
However, complete combustion isn’t always possible. In some cases, there may not be enough oxygen or heat available. When that happens, we get incomplete combustion. Instead of getting CO2, we get carbon monoxide (CO). CO is a dangerous gas that we can’t see or smell, and it can be deadly in large amounts.
This article will go into greater detail about CO and combustion analysis later.
Properties of Fuel in Gas Furnaces
HVAC professionals should be aware of a few important differences between natural gas and LP.
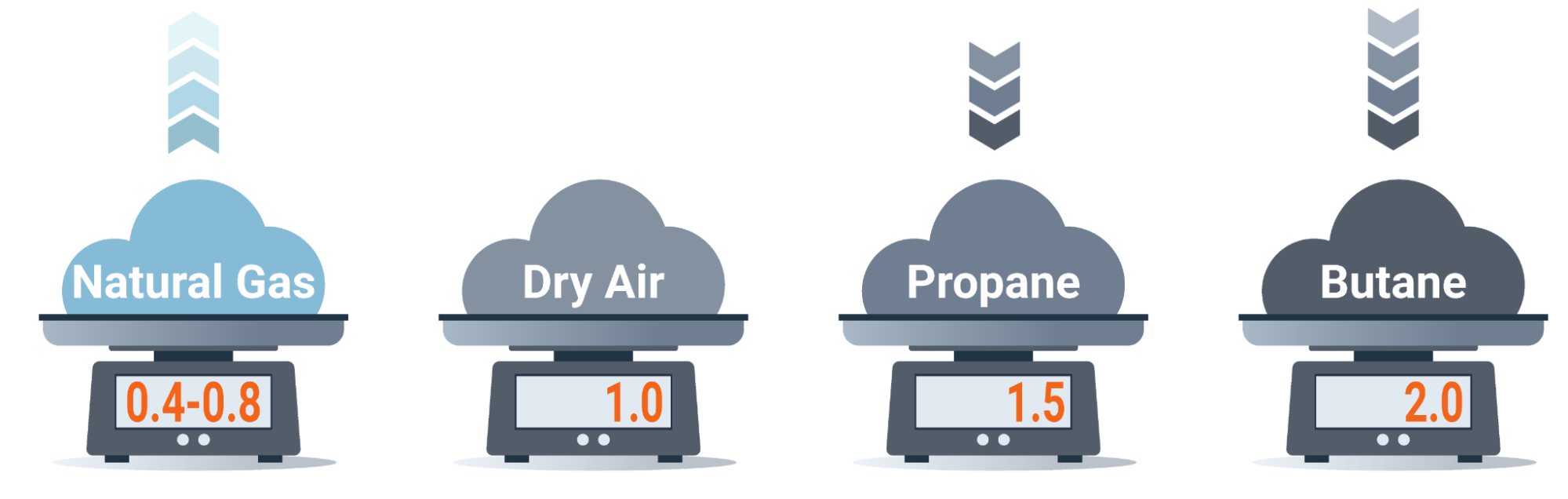
Natural gas is a lot less dense than propane and butane. Both propane and butane are heavier than dry air, meaning that they will sink if there’s a leak in the gas line. On the other hand, natural gas is lighter than air and will float and attempt to dissipate or escape the space in the case of a gas leak. The differences in specific gravity are important to note because an LP leak poses a much greater fire hazard than natural gas and may even pose a suffocation hazard when you have large leaks in tight spaces.
Natural gas and LP also have different gas pressures. The general range for natural gas is 5–7 inches of water column (“ WC), and LP is higher at 10–13” WC.
Gas Furnace Components

Furnaces are equipped with many safeties that prevent combustion from happening if the conditions aren’t safe for combustion.
Then, of course, there are the parts that provide the fuel or heat for combustion, create the conditions required for combustion to occur safely, and direct the sequence of operations. Here are some of the parts you can expect to see on an 80% furnace:
Inducer Blower
In order for combustion to occur, a furnace needs oxygen. The inducer blower pulls a steady stream of air across the burners and through the heat exchanger. This part ensures that, under normal conditions, there is plenty of oxygen available for the combustion process.
However, the inducer blower also serves another purpose. If a furnace can’t pull in enough air for combustion to begin safely, you risk flame rollout. By forcing that air inside, the inducer blower reduces the risk of that flame rolling out.
When the hot air rises beyond the heat exchanger, the pressure in the flue pipe is negative due to stack effect. Stack effect creates a vacuum, which sucks the air out of the flue and exhausts it. So, the inducer blower doesn’t actually force the air out through the flue.
You can learn more about stack effect HERE.
Pressure Switch

The pressure switch responds to air pressure created by the inducer blower and determines whether the inducer motor is working.
The inducer blower creates a vacuum, and the pressure switch closes in response to that negative pressure. If the switch stays open, then the furnace will know that there is an issue in regards to either the pressure switch or inducer motor. Essentially, the pressure switch “proves” that the inducer blower is operating correctly.
Within the furnace sequence of operations, this switch should start open and then close once the inducer blower starts or “proves” the vacuum. If it stays closed when the inducer isn’t on, the board will lock out operation, and if it fails to close once the blower starts, the board will also prevent operation.
Limit Switches
Unlike pressure switches, limit switches are normally closed. These switches are located in the electrical circuitry of a furnace and open on high heat. Some of these switches are bimetal disks that can reset themselves, others may need to be reset manually, and some may be fusible links that must be replaced if they open.
Igniter

The igniter is the heat source for combustion in a gas furnace. Modern igniters tend to come in three varieties: hot surface ignition (HSI), direct spark ignition (DSI), and intermittent spark ignition (ISI).
Hot surface igniters heat up, often resulting in a time delay, and light the burner directly once it reaches the right temperature; hot surface igniters don’t light a pilot. Hot surface igniters will typically be made of either silicon carbide or silicon nitride and be powered by either 80V or 120V. Flame is proven at the burner.
Intermittent spark ignition uses a spark to light a pilot, which then lights the main burners. Flame is proven at the pilot and at the main burner.
Direct spark ignition is less common than hot surface or intermittent spark ignition. These igniters work very similarly to hot surface igniters; they light the burners directly and don’t light a pilot. As with hot surface ignition, the flame is proven at the main burner.
Gas Valve

The gas valve is where the natural gas or LP feeds into the furnace. This valve is normally closed and will open when 24-volt power is applied to the coil. The gas valve also drops the gas pressure as it comes into the furnace. That pressure drop is determined by the adjustments you make to the gas valve.
Gas valve adjustments typically come in both standard and Gemini varieties. You can watch a 3D animation of both types of adjustments HERE.
Flame Sensor
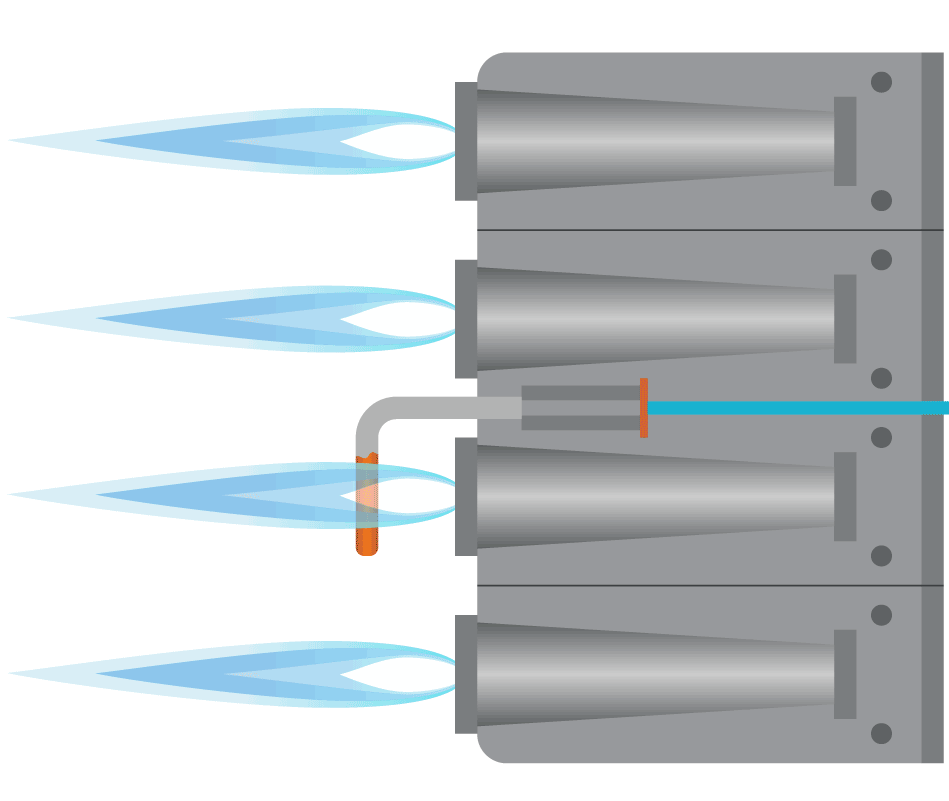
Once fuel, heat, and oxygen have all mixed and generated a flame, many furnaces will prove that there is a flame via a flame sensor (also called a flame sensing rod or flame rectifier). No matter which name you use, a flame sensor is typically a metal rod that sticks into the flame.
When that rod is in the flame, a tiny direct current (in microamps, millionths of an amp) passes from the rod to ground via the flame, letting the board know there is a flame.
As noted earlier, hot surface ignition and direct spark ignition light the burners directly, and the flame is proven at the burner. In the case of intermittent spark ignition, the flame is proven at the pilot.
Control Board
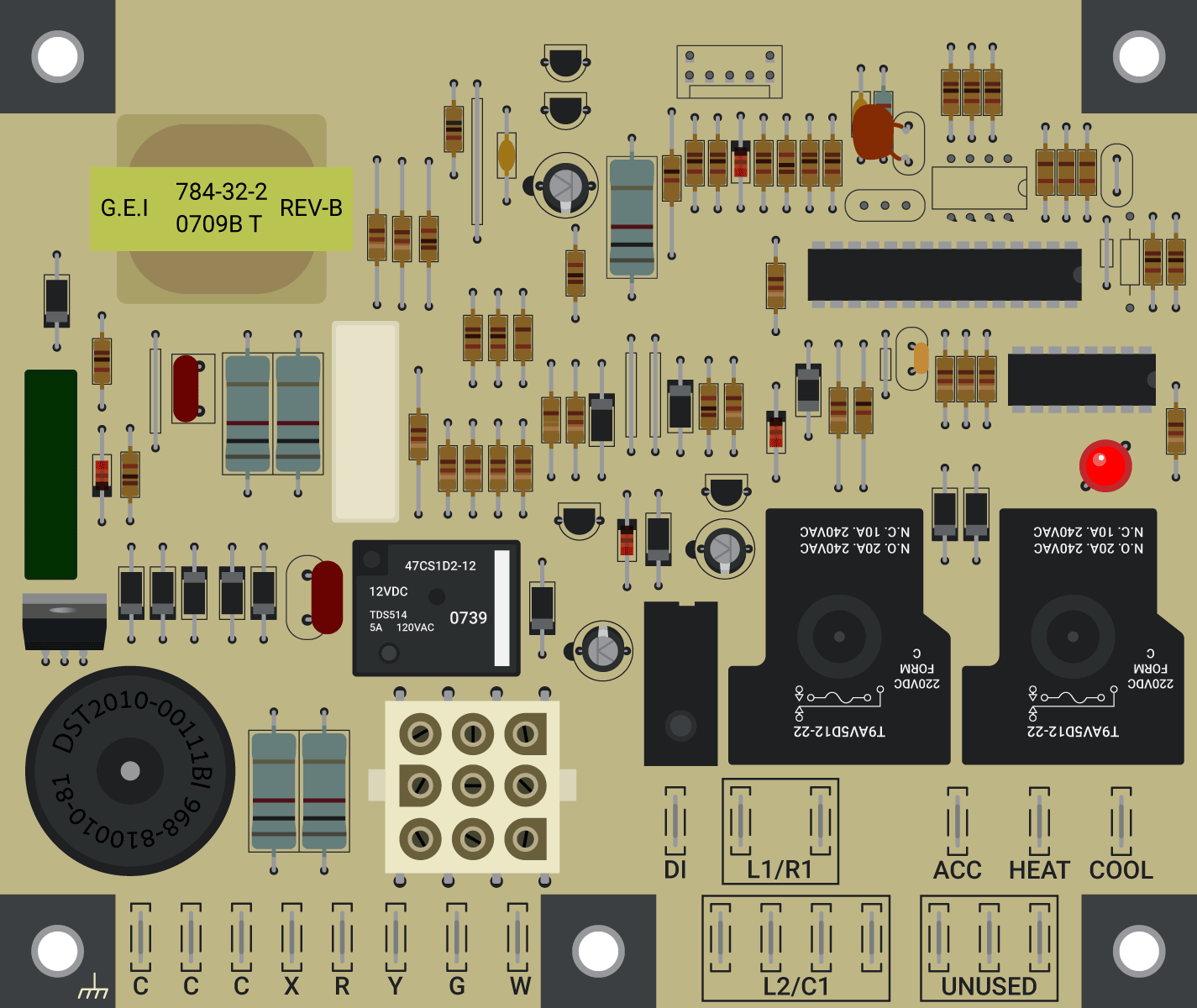
The furnace control board is the component that receives signals from the thermostat and manages signals between the other furnace components. It sends and receives electrical signals between the components.
A control board is also supposed to monitor the safeties; if a safety like the pressure switch won’t close when it’s normally supposed to, the board will recognize that and show an error code. If a limit switch opens, the board will also be able to detect that and display an error code letting the technician know that the safety has opened.
When the thermostat calls for heat, it sends that signal to the control board. From there, the control board facilitates the sequence of operation.
Gas Furnace Sequence of Operation

The furnace sequence of operation begins at the thermostat. When there is a W call, the thermostat sends a 24v signal to the control board.
Checking switches and starting the inducer fan
When the control board receives that 24v signal, it checks to make sure the pressure switch is open. Even though the switch needs to be closed for proper operation, the pressure switch will be open when the circuit is not energized; when the control board checks for an open pressure switch, it makes sure that the switch hasn’t gotten stuck in the closed position.
Once the board has confirmed that the pressure switch is open, the inducer fan motor starts. The inducer fan starts pulling in air, which creates the pressure conditions for the pressure switch to close.
The board will check to make sure the limit switch is closed. Furnace control boards always check to make sure that limit switches are closed, but it’s especially critical for the board to confirm that the switch is closed before it begins the ignition sequence.
Ignition sequence and flame rectification
Once the board confirms that the switches are closed, the ignition sequence begins. Ignition looks a bit different for each type of igniter. For example, hot-surface igniters usually have a delay of 30–45 seconds before the gas valve opens; that delay gives the igniter enough time to get hot enough for combustion to occur once the fuel comes in. Direct-spark and intermittent-spark igniters rely on a spark to start the fire rather than a hot piece of metal, so a time delay isn’t necessary.
After the ignition sequence starts, the control board sends a 24v signal to the gas valve. That signal opens the gas valve, which allows fuel to mix with the oxygen and heat inside the furnace to create a fire.
A flame sensor or rectifier must then prove the flame. When there is a sufficient flame, the flame sensor will send a small DC signal to the furnace board to prove the flame. The board will shut the gas valve if it doesn’t receive that DC signal. When the sensor can’t prove flame, the inducer blower will go through a brief cycle where it exhausts any of the gas that came out of the gas valve. The furnace will then repeat the sequence of operations up to three times, and if the sensor still can’t prove flame, the furnace will go into a lockout. The board will then show an error code.
However, during proper operation, the flame will be proven. Once the flame has been proven, there will be a slight delay, and then the blower will start. The delay prevents cold air in the ducts from being blasted out of the vents and ensures that the air coming out of the vents is warm and comfortable for the occupants.
“Take It Slow, It's Gonna Blow!”
A while ago, Jason Obrzut was on the podcast and explained an easy way to remember the gas furnace sequence of operations with the phrase, “Take It Slow, It’s Gonna Blow!” Each first letter stands for a step in the sequence of operations:
T – Thermostat
I – Inducer motor
S – Safety switch
I – Ignition
G – Gas valve
B – Blower
The HVAC School podcast also has a short episode covering the furnace sequence of operations. You can listen to that episode HERE.
Inspecting a Gas Furnace

When you inspect a furnace during a service call or PM, you’ll want to pay attention to a multitude of possible safety or efficiency issues. These issues may arise from poor installation, improper gas pressure, or problems with combustion.
As with everything else, a thorough visual inspection is a good place to start. At the appliance, you’ll want to check for loose wiring connections, improper grounding, improper trapping or pitch on condensate disposal systems of high-efficiency furnaces, nests or debris in the flue, and especially rusting or melted components around the venting system (including venting systems on connected appliances).
We will cover these issues in detail throughout this article, but it’s important to note some common problems and their symptoms before we dive into diagnostics and troubleshooting. It’s also critical to take the wide-narrow-wide diagnostic approach. When you arrive at a home, you are typically there to solve a very specific problem. However, checking the entire system for other possible issues will set you apart as someone who truly understands how all of the elements of a furnace work together and can see future problems before they arise.

Diagnosis and Troubleshooting
Furnaces tend to have more unexplained and intermittent faults than air conditioning systems, likely because the sequence of operations is more complex. If you are unable to determine the cause of a fault, it’s usually a good idea to leave the system alone until the issue recurs.
Working on a malfunctioning furnace can sometimes feel like trying to fix a machine that is actively working against you, occasionally throwing an error code and then working fine for another 30 minutes. When dealing with one of those difficult situations, the best tools you have at your disposal are the fundamentals: basic electrical theory, the process of elimination, and a good understanding of the sequence of operations.
Fault codes
The furnace board will usually have a blinking LED that will tell you what’s wrong with the system. There are a few different error codes, and the codes vary by manufacturer, so you’ll want to consult the manufacturer’s literature to interpret each code.
The blinking LED is intended to be visible through a clear plastic circle on the door of the furnace cabinet, but it can be difficult to spot on some systems. You may need to change angles a few times to see the light. It’s also worth noting that some circuit boards store the last several fault codes, not just the most recent one. Different brands have different methods to access these fault codes. In any case, it’s important to check the fault code(s) before you take the door off. Many furnaces have a door switch that’s held shut by the door you need to take off to look at the board. Once the door is open, the door switch breaks power to the furnace, clearing the error codes.
Some of these codes indicate lockouts, abnormalities during flame rectification, limit circuit faults, and abnormal pressure switch behavior. These issues can have a number of causes ranging from less-than-ideal weather conditions to faulty equipment. Below are some of the most common issues.
Double-check the control board’s error codes with your meter. The control board can point you in the right direction, but it’s always necessary to prove the board’s diagnosis with your own findings.
Pressure switch errors
Pressure switches have a simple function; they open and close to indicate whether the inducer motor is producing proper draft. When it fails to close, that could indicate a problem with the switch, but it’s more likely to reflect an issue with either a flue blockage or an issue with the inducer.
Pressure switch failing to open
The pressure switch closes when the airflow is sufficient, but it needs to open when the system is not operating. In some cases, the pressure switch can’t open due to an internal failure.
Pressure switch reopening or failing to close
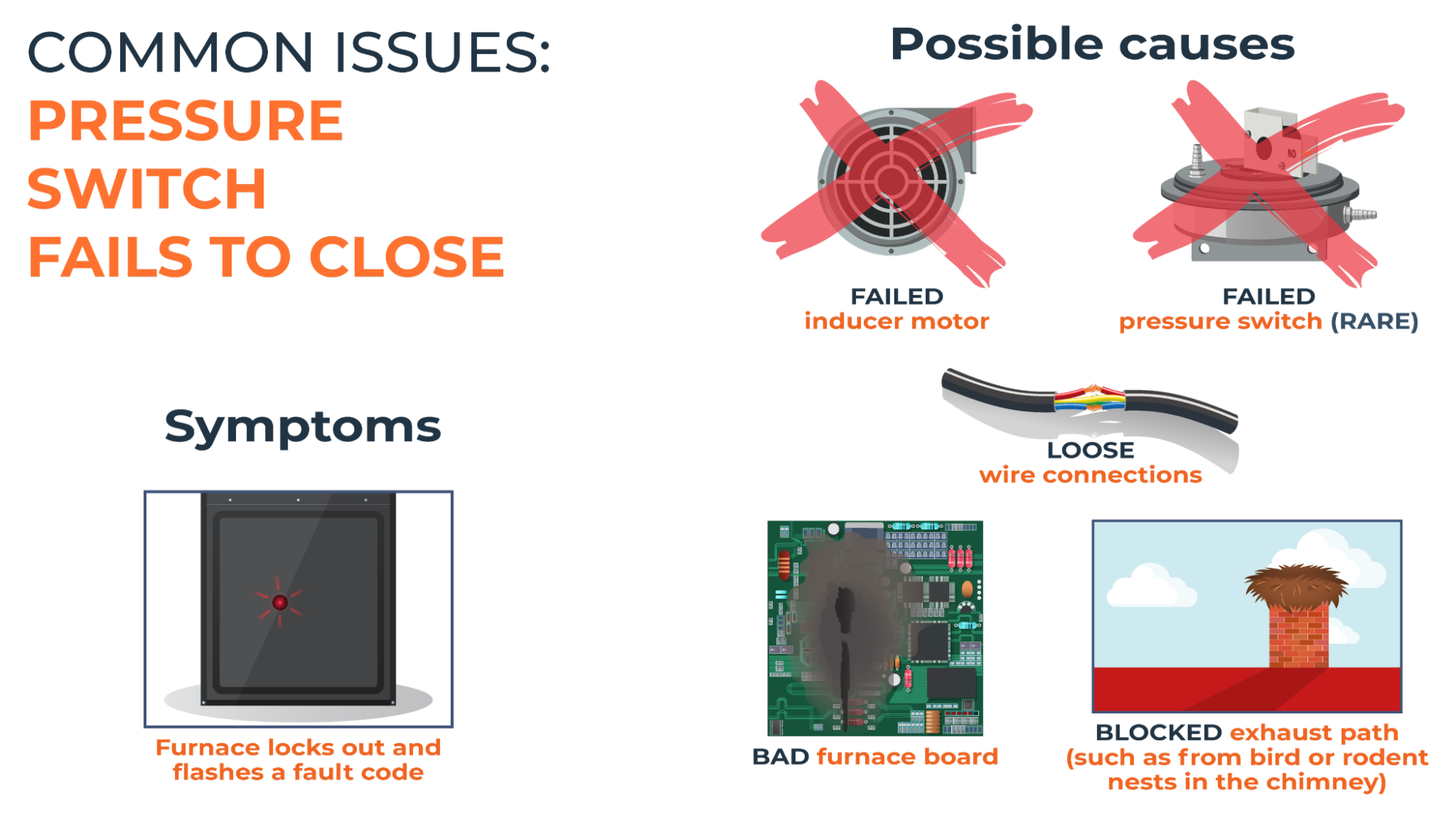
If the pressure switch fails to close when the furnace starts up, there could be several potential causes.
Sometimes, the outdoor conditions are simply too windy; the wind interferes with the pressure, and the switch can’t respond appropriately. A defective inducer motor won’t set up the proper draft conditions that would cause the switch to close, so the inducer is always worth checking if you get an error code for an open pressure switch.
Check for obstructed vents or clogged pressure tubing. In some cases, the pressure tubing can also become disconnected or broken. Water may even get stuck in the pressure switch on condensing furnaces, which can happen due to improper hose placement. Loose wires can also cause the furnace board not to detect that the switch has closed, so make sure the connections are tight.
Of course, the pressure switch could also simply be defective, but there are many other possible causes to weed out first, especially since many of those are related to safety concerns.
Gas valve troubleshooting
If the gas valve doesn’t open, you might be tempted to diagnose the problem as a stuck gas valve. However, that isn’t always the case.
When you suspect a problem with the gas valve, you will want to make sure it has 24v power going into the gas valve and that there is sufficient pressure at the inlet and outlet. A stuck gas valve will have normal pressure at the inlet but no pressure at the outlet.
Measuring gas pressure
We use manometers to check the gas pressure. Keep in mind that some dual-port manometers will measure a differential between one point and the other, not two independent gas pressures. So, it’s best to use two separate manometer readings. You can either use two manometers or use a dual-port manometer that uses its center as a reference point.
To measure gas pressure, you want to start by closing the gas shutoff valve, also known as the gas cock. Then, on most gas valves, you will remove the inlet and outlet test ports. If you happen to be working on a Gemini valve, you would merely loosen these test ports, not remove them.
On a standard valve, you would then replace the ports with your manometer’s brass screw fittings. These are barbed fittings that connect to the manometer hoses, and they don’t need to be screwed on too tightly.
After you connect your manometer hoses, be sure to zero out the manometer(s) you’re using. If you don’t zero the manometer to atmospheric pressure every time, you risk picking up an inaccurate reading. Once you zero your manometer, open the gas shutoff or gas cock to start the flow of natural gas.
Run the furnace in heat mode with the gas valve open. Compare your manometer reading at the inlet with the number on the data tag; it should be above the minimum inlet pressure. Then, check the outlet (manifold) pressure and make sure it’s within the range on the data plate, usually between 3.2 and 3.8” WC. Note: If you’re working on an LP system, that range is probably going to be 10.5–11.5” WC.
Adjusting gas pressure
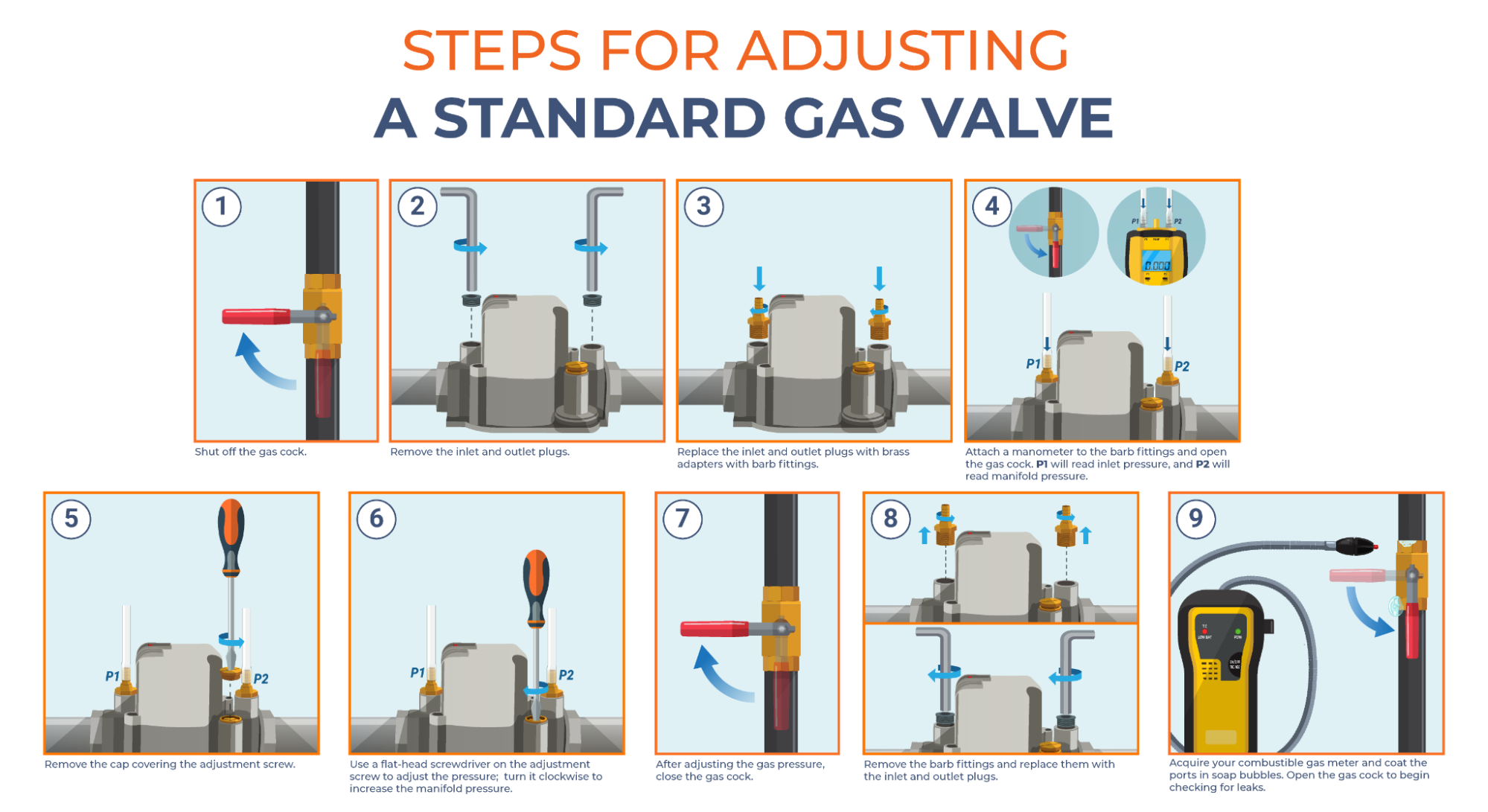
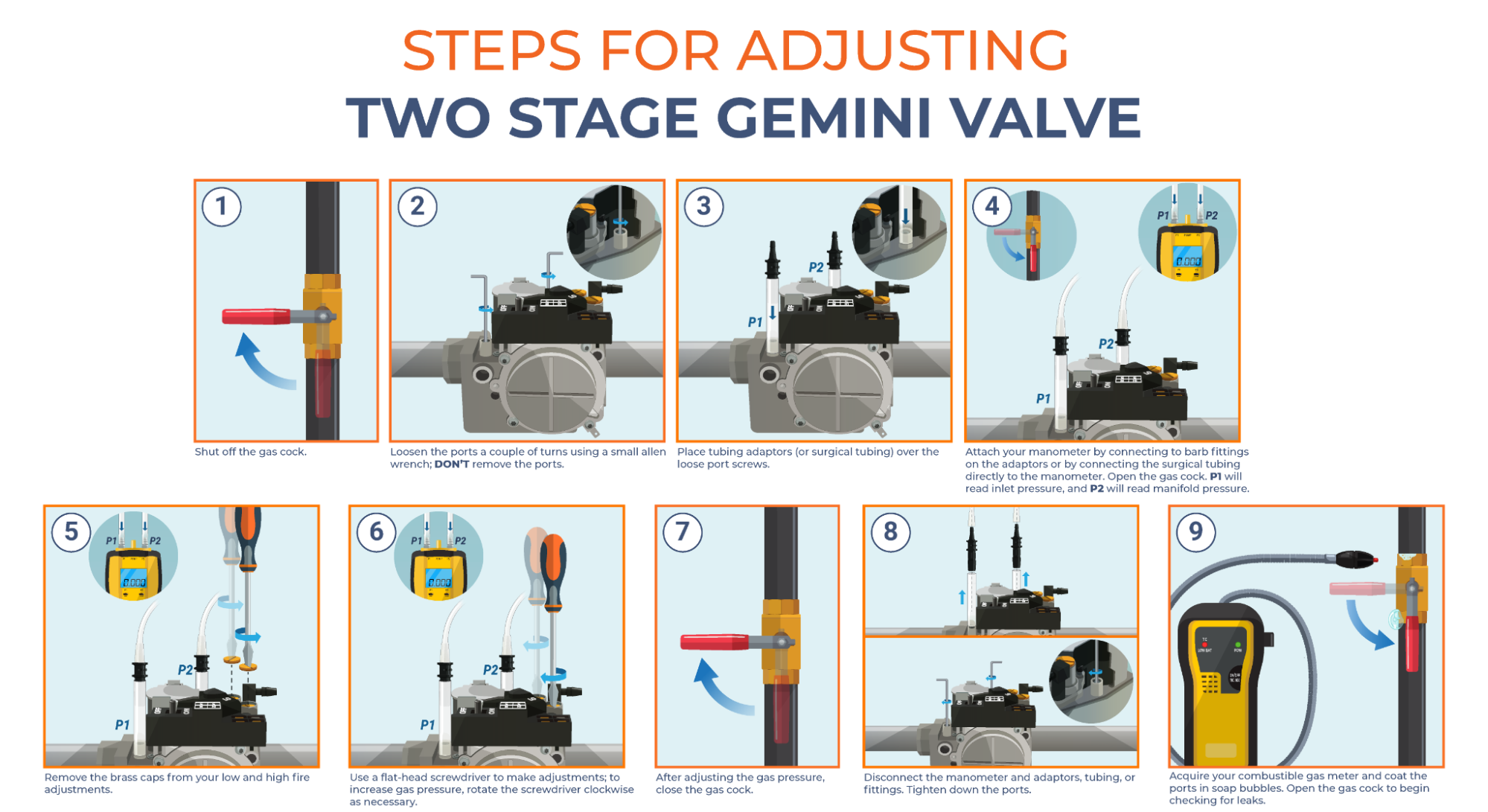
If the manifold pressure isn’t within the range on the data tag, you can adjust it by turning the adjustment screw on the gas valve.
You’ll want to turn the screw clockwise to increase the pressure and counterclockwise to decrease it. Rotate the screw until your gas pressure is within the appliance’s ideal range. Some multi-stage or modulating furnaces will have unique instructions for adjusting gas pressure. In those cases, be sure to follow the specific manufacturer’s process for adjusting gas pressure.
When you’ve finished checking and adjusting the gas pressure, close the gas shutoff valve, replace your manometer’s barbed fittings with the test ports, tighten the test ports snugly, and open the gas shutoff valve to resume normal operation.
Lockouts
Some error codes indicate lockouts, which may happen for a number of reasons. You may see a lockout if limit switches are open for too long, a furnace fails to prove flame, or because of problems with the gas valve. Some lockouts will auto-reset over time, and others may not.
Limit circuit lockout
A limit circuit lockout can happen if switches in the limit circuit are open longer than three minutes. Like an ignition lockout, a limit circuit lockout may auto-reset after a few hours, though some parts, like a flame rollout switch, may need to be reset manually. High surface temperatures and flame rollout can cause this type of lockout to happen.
In some cases, high winds may cause a limit circuit lockout, but it’s more likely that a limit circuit lockout is due to a problem with the system (not just the appliance). When you get a limit circuit lockout, you’ll want to check for improper vent sizing, ductwork or vent restrictions, dirty filters, a faulty heat exchanger, a loose blower wheel, a defective blower motor or capacitor, a defective switch, or loose wires.
Whenever you get a limit circuit lockout, you must ask why it's happening. The manufacturer’s literature should explain the fault code and may even list possible causes, but it’s up to the tech to identify the source of the problem.
If you have a high-limit fault, verify that the switch is actually open with your meter. Then, check your temperature rise and static pressure across the furnace. The furnace nameplate will give you the high and low end of the allowable heat rise, usually something like 45-65°F, and the maximum allowable static pressure. If your heat rise or static pressure is above the allowable limit on the nameplate, start looking at issues related to airflow. A quick way to prove you have an airflow problem is to run the unit without a filter (or blower cabinet door) and see if the limit switch stays closed.
You’ll also want to make sure you've set the gas pressure correctly; high gas pressure can lead to the furnace overheating.
Ignition lockout
An ignition lockout will happen if the flame sensor fails to prove flame three times in a row. These may auto-reset after a few hours. Still, it’s a good idea to check for various possible causes, including a defective igniter, defective gas valve, improper wiring, low inlet gas pressure, or a dirty, grounded, or failed flame sensor.
In some cases, the sensor might just not be making adequate contact with the flame because it is dirty or not positioned in the flame properly. If you have a dirty sensor, you'll want to replace it or clean it according to the manufacturer’s instructions. You’ll also want to inspect the ceramic portion of the sensor for cracks.
If you’ve ruled out issues with the wiring, gas valve, igniter, gas pressure, and flame sensor contact, you can test to see if the flame sensor has failed. First, you’ll want to rule out the cleanliness and positioning problems above, as well as improper grounding or polarity issues, which may prevent flame rectification.
Power down the heater and take an ohm reading between neutral and the burner assembly. You should read a few ohms of resistance at most; the lower the ohm reading, the better grounded the furnace is. Then, use your ohmmeter to confirm resistance between the actual sensing rod and the terminal at the other end of the sensor; an open reading means that the sensor is failed.
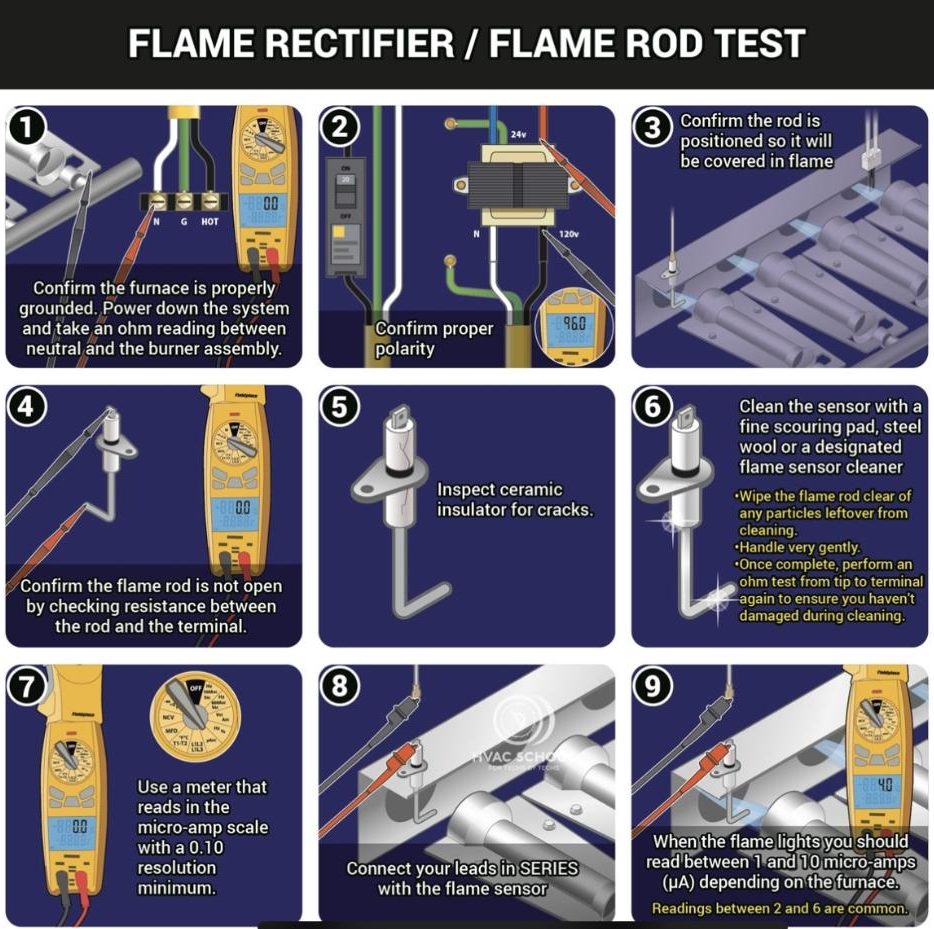
Once you’ve confirmed a path across the flame sensor, you can set your meter to the microamp scale and connect your leads in series with the sensor. From there, look for a reading between 1 and 10 microamps, preferably between 2 and 6, to confirm proper operation. If you get a reading outside the 1–10 microamp range, the sensor will likely need to be replaced.
Other lockouts
Control circuit lockouts may also occur. These also often auto-reset, but you may reset the control to remove the lockout immediately. These lockouts may happen because a gas valve relay is stuck open or there’s a failure in the flame-sensing circuit.
Sometimes, a faulty gas valve can trigger a lockout. These lockouts will often not auto-reset and may be caused by a miswired gas valve or a defective control.
Blower motor diagnosis
When diagnosing a PSC and generic ECM blower motor, we’re checking for proper voltage during the furnace ignition sequence. The blower motor should turn on last in the ignition sequence. Again, think of the control board as a switch; does the control board—aka the switch—send the proper voltage to the motor at the right time?
For a PSC motor, there will be 3–4 different high-voltage wires that correspond to speed taps. The control board will have a spade connector terminal labeled “heat.” When the motor is supposed to turn on, you should read 120 volts from the heat terminal to neutral on the control board.
Diagnosing an ECM motor is not much different. ECMs have high voltage constantly applied to the motor and turn on and off with low voltage signals supplied by the control board. These low voltage signals may be either 24 volts AC or a brand-specific DC voltage. Typically, the 24-volt motors will have 4 or 5 spade connectors. Check for 24 volts on the heat tap to determine if the problem lies with the motor or the board.
Several ECM motors have brand-specific DC voltages to power the motor. Look up the manual for the furnace you are working on and see if there is a motor diagnosis section, or buy a universal ECM motor tester. There are also a few videos and instructions online that may help, including a field diagnosis video by Bert (HERE) and a video by AC Service Tech (HERE).
Removing or replacing a flame sensor
If your flame sensor is dirty, positioned incorrectly, or has failed, you’ll need to remove it and either reinsert or replace it, depending on the issue.
First, you’ll want to ensure that there is no power going to the furnace. Then, you locate the screw holding the sensor in place and unscrew it with a driver. You will then be able to pull the sensor out and check it over for any cracks, assess its cleanliness, do a continuity test with your meter, etc.
If you must replace a flame sensor and decide to use a universal part, you may need to cut or bend it to match the OEM sensor positioning. Some universal products, like the White-Rodgers Universal Premium Flame Sensor, come with a bending sleeve that allows you to bend the rod without contaminating it with dirt or oils from your fingers. You can learn more about the White-Rodgers Universal Premium Flame Sensor by watching a quick unboxing video HERE or reading about it HERE.
When you’ve finished cleaning or replacing the flame sensor, insert it back into its proper place, ensuring that the rod will make contact with the flame. Then, tighten the screw to secure it.
You can watch a demonstration of a flame sensor replacement HERE.
Replacing an igniter
Replacing a hot surface igniter can be a fairly simple task. Failed igniters will usually be physically broken, so they tend to be easy to spot. Most of the time, an igniter can be replaced with a universal igniter that can be picked up at any supply house. Check the literature on the universal flame sensor to ensure it is compatible with the unit you are working on. It will come with some different brackets to provide various mounting options.
Make sure your new igniter extends out in front of the burner at least the same distance as the old one and that your supply voltage matches the specs for the new igniter, which will either be 80v or 120v. Too little supply voltage won’t get the igniter hot enough, and too much voltage will cause the igniter to have a very short lifespan.
Replacing a control board
When troubleshooting, it is helpful to think of the control board as a big switch. If the thermostat sends a signal to the board and the board doesn’t send out the proper voltages after it receives that signal, the board is bad. Verify that you have the proper incoming and outgoing signals, and if you have the right voltage coming into the board and the wrong ones (or none) going out, the problem is the board.
There are universal control boards that will work across a large number of manufacturers' furnaces. If you have a universal control board, look in the cross-reference booklet and see if the board you need to replace is listed. Typically, the number you need to cross reference will be physically stamped onto the board.
The best way to replace a control board is to pull off one wire at a time and plug it into the new board. That way, you don’t have to pull all the wires off the old board and then try to remember where they go. Test heating and cooling after you’ve replaced the board.
Replacing an induced draft motor
If you have the correct voltage at the motor (typically 120 volts), but the motor is not running, you either have a stuck or failed motor. One good test is to take the flue pipe and shine a flashlight down into the housing to see if there is anything lodged in the wheel. If there is nothing stuck in the motor and it has the right voltage, you may need to replace the motor. Some inducer motors also have capacitors; a failed capacitor may also cause a motor not to start and should be replaced.
A new motor may or may not come with a fiberglass gasket that seals it to the heat exchanger. You can sometimes reuse the old gasket, but it’s a good idea to grab a tube of high-temperature silicone in case you need to use that instead of the gasket. You are trying to create an airtight seal, but don’t overdo it with the silicone; it could ooze into the motor housing and get on the wheel.
Safety Concerns
The three main safety concerns of gas-fired appliances are gas leaks, flame rollout, and carbon monoxide.
Gas leaks
The natural gas we use in furnaces contains an odorant that smells like sulfur, which allows customers to identify a dangerous situation without professional knowledge of their equipment. Service calls for a “gas smell” are always things to take seriously.
A gas leak in an occupant’s home increases the risk of fire, especially if the leak is near electrical appliances or heat sources. When fuel can leak into an area with plenty of oxygen, all it takes is a spark or a bit of heat to cause a fire or explosion.
Even though natural gas is less dense than air and easily dissipates, it can still cause natural gas poisoning in large concentrations. Natural gas poisoning can be life-threatening, and its symptoms include headaches, fatigue, nausea, confusion, memory loss, loss of consciousness, and suffocation.
You may be able to tell if there is a gas leak just by your sense of smell, or you may hear a faint hissing sound. To pinpoint a leak in the gas piping, use a combustible gas leak detector and follow the same steps as you’d use for diagnosing a refrigerant leak.
When your leak detector picks up some combustible gas, apply a leak reactant and look for bubbles. As usual, I recommend using Refrigeration Technologies Big Blu for this. If you see bubbles, then you can confirm that there is indeed a leak.
Gas valves are common but perhaps over-diagnosed sources of gas leaks. There is no such thing as a perfectly leak-free gas valve, so manufacturers have standards for allowable leakage. The leaks shouldn’t exceed those standards, and they certainly shouldn’t be so significant that customers smell natural gas.
We have a list of steps showing how to diagnose gas valve leakage HERE.
Flame Rollout
Gas leaks could potentially lead to flame rollout, especially if there is a gas leak inside the unit. If natural gas is allowed to accumulate within the unit, the burner will apply heat and cause that fuel to ignite. Whenever the flame rolls out of the combustion chamber, that is called a flame rollout, whether it was caused by a gas valve leak or a blocked pipe.
Flame rollout is dangerous, as the flame can damage components in the furnace and even cause nearby objects to catch fire. When the flame rolls out on somebody while they’re servicing a gas appliance, that person may be burned.
Blocked combustion chambers, blocked flue pipes, and cracked heat exchangers may also cause flame rollout.
Carbon monoxide (CO)
Carbon monoxide (CO), is potentially more dangerous than natural gas because it's odorless. Whereas somebody might smell natural gas before they start getting headaches, CO poisoning may appear to have no apparent cause; customers who constantly have low levels of CO in their homes often mistakenly think they have the flu.
CO is dangerous because it mixes with air well; it isn’t so dense that it sinks. It also displaces oxygen in the bloodstream. When the body thinks it’s receiving oxygen but isn’t, it can’t function as it should and makes you feel sick. Symptoms include headaches, dizziness, nausea, fatigue, confusion, and shortness of breath. In high concentrations, CO exposure can lead to unconsciousness and death.
We can protect customers by installing low-level CO detectors. Some detectors only go off when the concentration is high enough to start making the occupants sick. Low-level CO monitors are designed to alert occupants even when the concentration of CO is low, sometimes as low as 5 parts per million (PPM). For context, the maximum permissible exposure limit under OSHA is 50 PPM over an 8-hour period. It’s also a good idea to protect yourself with a personal low-level CO detector clipped to your clothing whenever you work on a gas appliance.
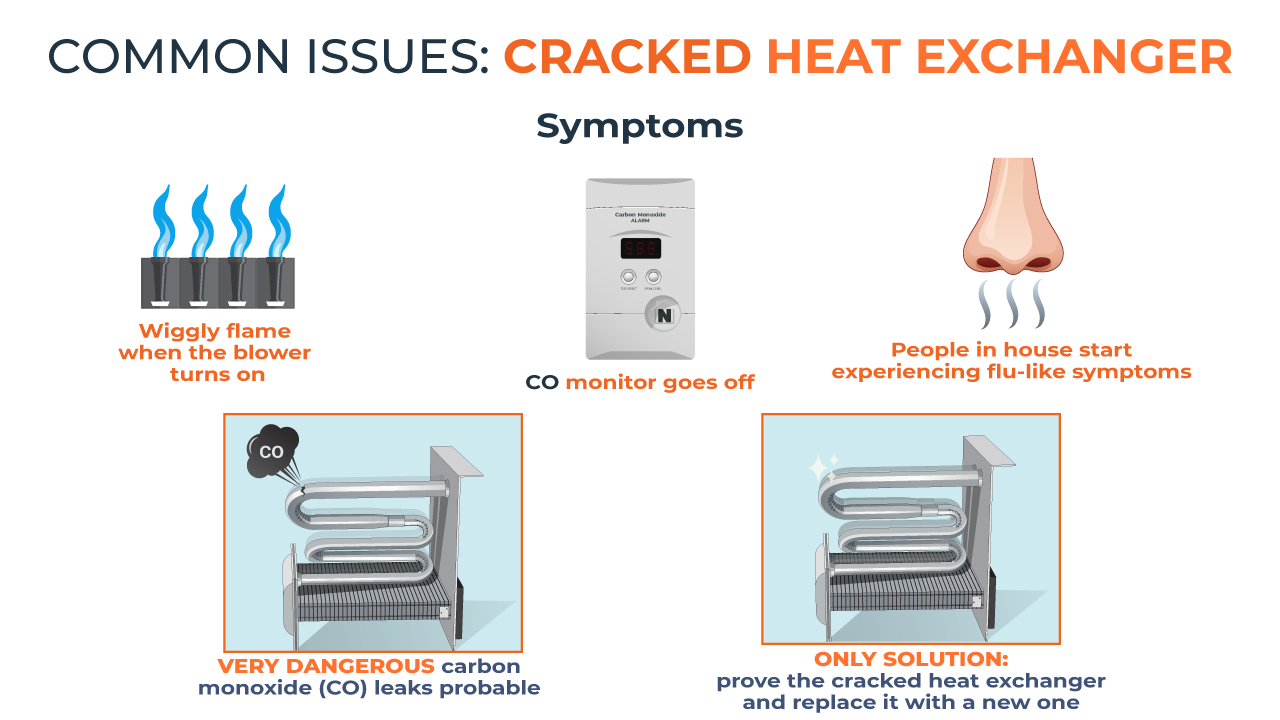
The best thing we can do is try to prevent the formation of CO in the first place. Check for improper flue venting, CAZ problems, and cracked heat exchangers. Fumes can blend with the air moving over cracked or rusted-out heat exchangers, which may cause an erratic or “wiggly” flame at the burner. Ensure that the flue pipe is properly installed and connected, especially if it travels through multiple spaces. Check for proper clearance from roof vents, soffits, fresh air intakes, etc. We can also check for incomplete combustion with combustion analysis.
Combustion Analysis
Combustion analysis is the best, and ultimately only, way to verify that a furnace is operating safely and efficiently. Within minutes, a combustion analyzer can help you find some heat exchanger cracks that you would never find on a visual inspection. If you want to set yourself apart as a technician who cares about the safety of your customers, a combustion analyzer is a must-have.
Incomplete combustion may happen if the furnace doesn’t operate at the proper temperature or have an appropriate amount of oxygen. Combustion analysis can give you insight into the safety and efficiency of a gas-fired appliance.
It’s a good idea to do combustion analysis during commissioning or during your first visit to a home, not necessarily just when there is a suspected combustion issue or CO risk. Combustion analysis allows you to measure the efficiency of a gas appliance.
Some of the combustion analysis readings can be difficult to understand and interpret if you don’t already have experience. If you can, it’s a good idea to take a class on combustion analysis if you aren’t familiar with the process or the readings.
CAZ testing
Combustion air zone testing, also known as CAZ testing, is a method to identify the potential for flue gas spillage by testing pressure in the structure. The goal of CAZ testing is to make sure that negative pressure in the home can’t overcome the inducer motor and make it too difficult for the appliance to vent the flue gases.
You can do your CAZ test with a precision manometer or the draft gauge on your combustion analyzer. The higher the resolution, the better; ideally, you’ll want your tools to read tenths of Pascals.
CAZ testing requires us to close the door of the room with the appliance in it and test the pressure differential from the room to the rest of the house while the furnace is running. Test with all interior doors closed as a worst-case scenario, as this could create the most restrictive return air path. In the end, you should see what the maximum negative pressure is under all of those conditions and determine if it overcomes the draft.
We have a podcast episode where Jim Bergmann explores CAZ testing in depth. You can listen to it HERE.
Preparing for combustion analysis
Before you do combustion analysis, do an ambient CO test to see how much CO is in the structure. Then check for appliance spillage. Spillage is a common problem, especially when a natural or induced draft furnace is connected to a water heater. In cases where furnaces and water heaters are connected, the larger appliance may spill through the smaller one. Rusting, staining, or melted components at the water heater may indicate spillage and improper venting.
Then, set the fuel pressure to the manufacturer’s specs and clock the gas meter. Clocking the meter will help you make sure that the BTU output matches your gas appliance’s energy input. In many cases, the assumed heat content of the input (1000 BTUs per cubic foot) needs to be mathematically corrected based on the real heat content, which often varies regionally and by orifice type. We have a short step-by-step guide showing how to clock the meter HERE.
Combustion analysis procedure
Once your input is correct, you can do the actual combustion test.
Drill a hole about a foot away from the inducer motor; this is where you will insert the end of your combustion analyzer. Buy different test port plugs that are specific for both 80% and 90% flue piping. For the most accurate readings, keep your analyzer probe away from dilution air, the induced draft blower, and the burners. If you’re working on older natural draft furnaces, you’ll want to do a combustion test in each cell of the appliance.
When you clock the meter and adjust your input, you change the volume of flue products. So, you’ll want to start your combustion analysis by verifying that the draft is adequate under these new conditions. From there, you’ll set your temperature rise. Check the nameplate on the furnace and adjust the blower speed to get your heat rise in the middle of the rated heat rise if possible. The goal of all of this is to get the system as close to optimized as possible before taking our combustion readings.
Using a combustion analyzer, we can see several relevant numbers all at once to get a picture of an appliance’s safety and efficiency (or AFUE, Annual Fuel Utilization Efficiency). The main goal is to ensure that the carbon becomes entirely converted to carbon dioxide (CO2) during combustion, but we also want to make sure we minimize efficiency losses.
If you’re not familiar with using a combustion analyzer, you may want to listen to THIS podcast episode explaining how to use one.
Excess air
Excess air is the air that goes through the combustion process but isn’t actually used. We want to have excess air to ensure that there is enough oxygen to burn the fuel and convert the carbon to CO2, not CO.
Excess air and fuel have an inverse relationship. As you increase the fuel pressure, the excess air decreases, and you can expect the excess air to increase if you decrease the fuel pressure.
We typically want to keep excess air between 35–75% to reduce the risk of CO while maximizing efficiency. When combustion air is too low, the CO risk is higher, but too much excess air will reduce the appliance’s AFUE. Too much excess air can cool and dry out the flue gases, but it’s necessary for safe operation.
CO air free
The CO air free refers to the CO level in the flue without excess air in the equation. Since the excess air tends to dilute the CO, the PPM concentration of CO air free will always be higher than the unadjusted CO number.
The CO air free allows us to compare appliances to each other on a more level playing field. In general, 400 PPM is the maximum allowable concentration of CO air free in the flue. If you have 400 PPM or above, you are required to shut down the furnace. Below 100 PPM is the recommended CO air free target, but you can leave a furnace operational above 100 PPM as long as the CO number is stable.
Stack temperature
Combustion analysis can give you an idea of the gross or net stack temperature. The gross stack temperature is the temperature of the air exiting the appliance, and the net stack temperature subtracts the incoming air temperature from the gross stack temperature.
Gross temperature merely measures the temperature in the chimney. On the other hand, it may help us to imagine net stack temperature as delta T for the flue gases. Net stack temperatures are typically between 350 and 500 degrees Fahrenheit.
We want to know the stack temperature so that we can figure out if the flue gases are being adequately cooled, determine heat losses out of the stack, and see how close the flue gas is to the dew point. A high stack temperature can indicate various problems from an overfired furnace to low airflow.
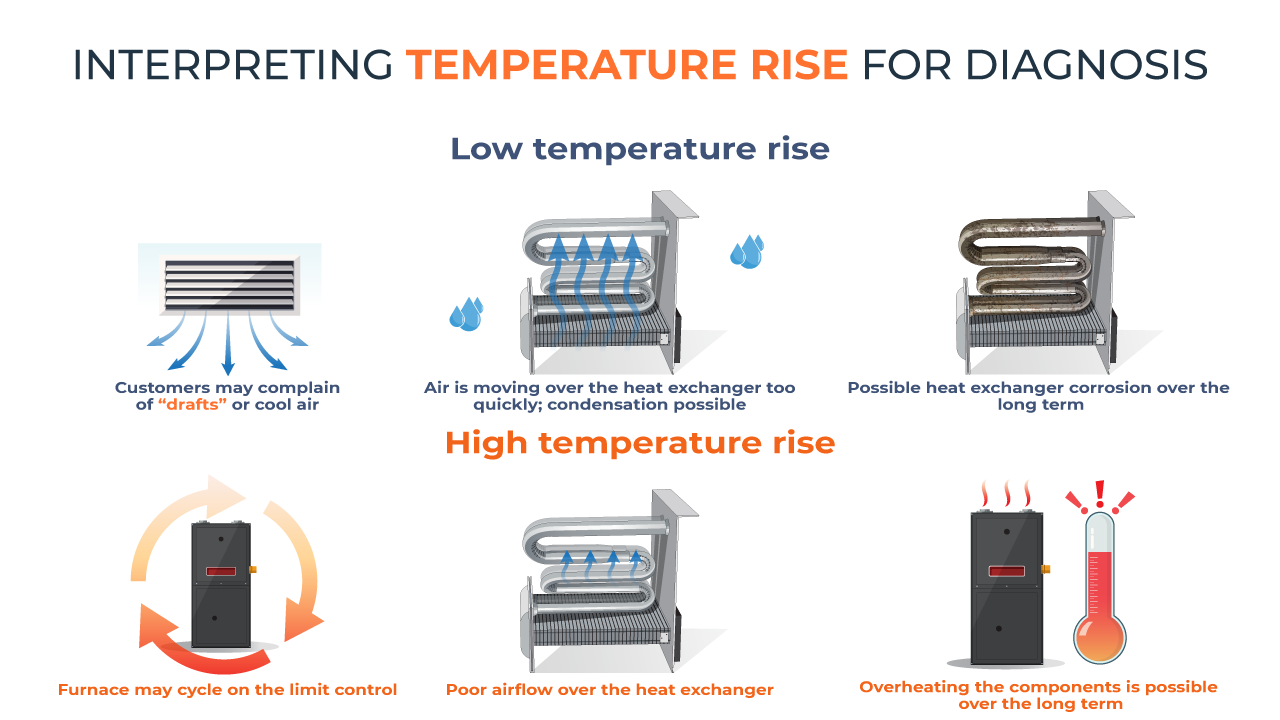
Temperature rise
Temperature rise refers to the difference between the return air entering the furnace and the supply air leaving the furnace.
Like net stack temperature, temperature rise is a delta T measurement. However, unlike stack temperature, temperature rise refers to the temperature difference that happens across the furnace instead of the flue.
A low temperature rise typically indicates a need for a lower blower speed, and a high temperature rise indicates a need for a higher blower speed, if possible. A static pressure measurement is critical here as well, as it will help you diagnose duct restriction issues related to high temperature rise.
Combustion efficiency
The combustion efficiency is perhaps the greatest contributor to the AFUE rating, but it is NOT the same thing. It does not measure the overall efficiency of the appliance or the system. The only efficiency value being measured is the actual conversion of fuel to heat; it doesn’t measure standby losses, which also factor into AFUE.
Combustion efficiency also isn’t equivalent to the coefficient of performance (COP) in a heat pump and doesn’t account for electricity being used by the motors and controls. It also doesn’t account for system losses, especially due to poor ductwork and similar issues.
Overall, combustion efficiency measures how close we are to perfect combustion, and it should not be mistaken for energy efficiency.
Draft pressure
Natural and induced draft furnaces rely on negative pressure to exhaust flue gases from the structure. However, 90%+ condensing furnaces tend to rely on positive-pressure venting. In both cases, we refer to the force expelling these gases as draft pressure.
The draft pressure helps us determine if the venting system has been designed properly; we get to see if there is enough pressure to exhaust the flue gases away from the house and not build up gases inside the appliance. The pressure will differ across furnace types; natural draft and 80% furnaces should have a negative pressure, and 90%+ furnaces should have positive pressure.
You can learn more about combustion analysis from some HVAC School resources courtesy of Jim Bergmann. You can listen to the combustion analysis podcast episode HERE and watch his advanced combustion analysis symposium class HERE.
Commissioning a Gas Furnace
You can maximize the efficiency and longevity of your appliance by commissioning it. Apps like measureQuick 2.0 make commissioning much more streamlined and can give you just-in-time education during the commissioning process, but you can commission a system without software, too.
Jim Bergmann joined the podcast to explain how to commission a furnace with measureQuick 2.0, and you can listen to it HERE.
Inspection
It’s a good idea to inspect the electrical configuration and major parts of the furnace, especially if you weren’t the person who installed the furnace.
During commissioning, make sure the factory components have been installed correctly, especially by checking the burner alignment and the blower. Test the blower set screw and make sure it has been tightened down appropriately. Both sides of the blower wheel should be equidistant from the housing, and the bearings should be solid if you spin the blower.
On the electrical side, you’ll want to make sure the thermostat wire is appropriate for the furnace type. It’s also a good idea to check the strength of the wire connections; wire nuts should be screwed on tightly and not have the conductors exposed. Wires should also be sized according to NEC guidelines.
Polarity is also an important but commonly overlooked electrical element. Both power supplies (24v and 120v) should have correct polarity; their sine waves should peak and valley at the same time, as flame rectification can’t occur properly otherwise. When measuring voltage peak to peak (leads on the black and R terminal), you’ll want to see the difference between the two potentials (120 – 24 = 96). If the polarity is backward, your meter will pick up the sum of the two potentials (120 + 24 = 144).
The furnace also needs to be inspected for proper grounding. To inspect the grounding, measure the resistance between neutral and ground; you’ll want to get a measurement of one ohm or less. The ground wire also needs to be securely connected to the green ground wire under a wire nut; if it’s not secure, you may need to use a grounding screw. Inadequate grounding may make flame rectification difficult.
Setting the input
As described in the combustion analysis section, the input may need to be adjusted. If the input doesn’t match the heat content, the furnace efficiency will be derated; when the flame is too small, you could end up with too much excess air, which dilutes and dries out the flue gases. As a result, the combustion efficiency decreases, and condensation doesn’t occur as it normally would in 90%+ furnaces.
Gas pressure is another important aspect of input, and orifice size, gas line size, and incoming pressure at the gas valve are significant contributors. The pressure drop across the gas valve shouldn’t be much higher than 1” WC. Overall, the gas pressure should usually fall somewhere within 10% of the manufacturer’s specs, which is often 3.5” WC (for a range of 3.2–3.8” WC).
Once you’ve set your input, you can then check your temperature rise. If the temperature rise isn’t in an ideal range despite having the appropriate input, you might begin to suspect that the airflow may need attention, and measureQuick can point out possible issues. A rule of thumb is that the temperature rise should stay between the low end and middle of the manufacturer’s range on condensing furnaces or between the middle and high end for non-condensing appliances. Try to stay at least 10 degrees below the maximum recommended temperature rise to allow for a slight temperature increase when the filter begins to get dirty.
Jim Bergmann has a two-part podcast series about furnace commissioning, and the first part covers input and temperature rise in detail. You can listen to it HERE.
Important readings and tests
Checking the static pressure is an important part of A/C commissioning, but it’s also critical for furnaces. The total external static pressure (TESP) is an airflow indicator but does not measure airflow directly. If your readings don’t align with the target TESP (usually around 0.5” WC), you’ll want to check the duct design, equipment size, and filter to make sure that all of those things are appropriate for the system.
A flame disruption test allows you to check for abnormalities with the flame whenever the blower comes on. That test gives you an opportunity to check for a starving flame or wiggly flame, which may indicate underlying efficiency and even safety problems.
A high-limit cutout test is recommended on all new installations; you will learn the conditions under which the limit switch opens. Some people disconnect the blower during this test, but that’s not recommended because it stresses the heat exchanger. Instead, block the filter with a piece of cardboard to raise the temperature. Then, you just watch until the limit switch opens. If the furnace uses an ECM blower, you may also need to reduce its speed.
The draft test is also important, and you typically want the appliance to establish a draft within five minutes (on an 80% furnace). Ideal pressures may vary with the outdoor air temperature, but the range will generally be between -0.02 and -0.04” WC.
Finally, combustion analysis will give you an idea of many useful performance and safety factors of a furnace, including excess air, CO air free, and stack temperature.
Jim Bergmann covers some commissioning procedures in greater detail in the second part of his podcast series. You can listen to that podcast HERE.
If you want to learn more about gas furnaces, I recommend clicking the links throughout this article. You can also check out the resources list below, which organizes all of that content—and a few more useful tech tips, podcasts, and videos—by topic.
Resources
Furnace Operations, Service, & Diagnostics
Adjusting Gas Pressure on a Standard and Gemini Furnace Valve (video)
Clocking a Gas Meter (It’s not that hard) (tech tip)
Gas Furnace Class w/ Bert (video)
Gas Furnace Diagnosis and Inspection w/ Jim Bergmann (podcast)
Gas Furnace Maintenance Procedure (tech tip)
Gas Furnace Overview w/ AC Service Tech (video)
Flame Sensor Troubleshooting & Install (video)
Furnace Commissioning Part 1 w/ Jim Bergmann – Input/Rise (podcast)
Furnace Commissioning Part 2 w/ Jim Bergmann (podcast)
Furnace Commissioning w/ measureQuick 2.0 (podcast)
Furnace Sequence Of Operation (podcast)
Furnace Sequence of Operation – Short 137 (podcast)
Systems Thinking – Gas and Combustion
Why Checking Gas Valve Leakage is Hard (tech tip)
Combustion Analysis
Advanced Combustion Analysis w/ Jim Bergmann (video)
Combustion Analysis w/ Jim Bergmann (podcast)
Combustion Analyzer Facts and Mistakes (podcast)
Do You Even CAZ Test? w/ Jim Bergmann (podcast)
How to Use a Combustion Analyzer w/ Jim Bergmann (podcast)
What Does “Air Free CO” (Carbon Monoxide) Mean? (tech tip)
High-Efficiency Gas Furnaces
Condensate Drainage in a High-Efficiency Gas Furnace (tech tip)
High-Efficiency Furnace Basics & Maintenance (podcast)
High-Efficiency Gas Furnaces, Common Issues w/ Jim Bergmann (podcast)
Venting for High-Efficiency Gas Furnaces – Part 1 Materials (tech tip)
Venting for High-Efficiency Gas Furnaces – Part 2 Assembly (tech tip)
 Related Tech Tips
Related Tech Tips








Comments
Thank you! This is a very comprehensive look at furnaces and helpful to review going into next falls heating season.
Thank you! This is a very comprehensive look at furnaces and helpful to review going into next falls heating season.
To leave a comment, you need to log in.
Log In