Use 45% Silver Solder to Braze Steel and Copper
October 22, 2019
Clayton Peeples shows how to use 45% silver solder to braze steel and copper. Bryan explains the difference between his and Clayton's approaches.

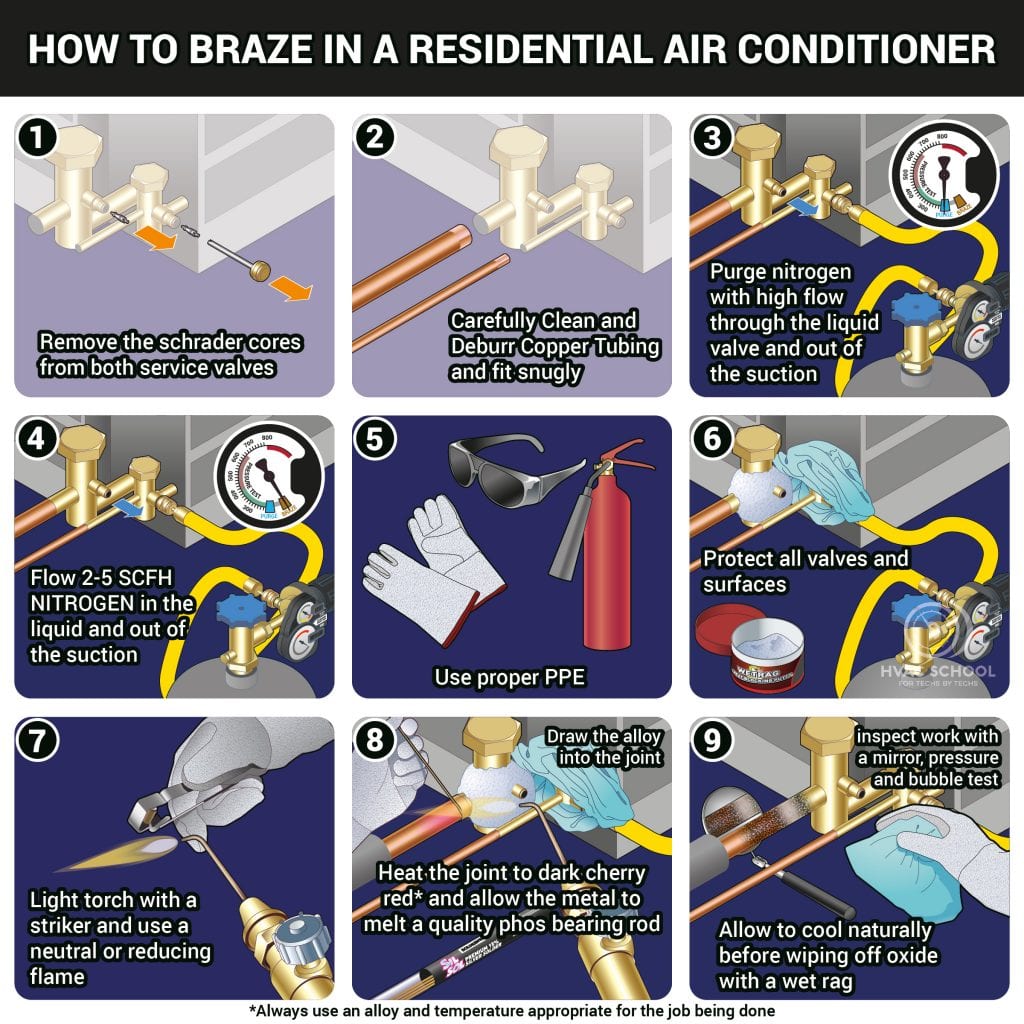
Bryan only applies flux to the male end of a connection per most manufacturers’ recommendations. He does that to avoid getting flux inside the lines. Bryan also avoids using the 15% silver rod altogether because it contains phosphorus, which doesn’t react properly with steel. He would also flow nitrogen to prevent oxides from building up on the copper tubing and would protect the angle valve with a wet rag or Refrigeration Technologies WetRag to avoid damaging it. However, Bryan thinks that Clayton’s overall process is very good.
Before brazing, Clayton cleans the copper and steel with sandpaper. Then, he applies the flux to the copper and steel. He mid-seats the valve to ensure that the seals don’t get stuck during the brazing process. Clayton then uses a 10-20 mixture of acetylene and oxygen (respectively) for his brazing torch. He starts off by heating the copper, which allows the 45% rod to be drawn into the joint via capillary action. The final result is a clean brazed joint.










Comments
To leave a comment, you need to log in.
Log In