How to Braze Copper to Steel
October 3, 2018
Brazing copper to steel is actually pretty easy. In this video, we show you how to braze copper to steel using the 56% silver flux-coated brazing alloy by Solderweld.


You may need to braze steel to copper in compressors, where you may see copper plating inside the steel component.
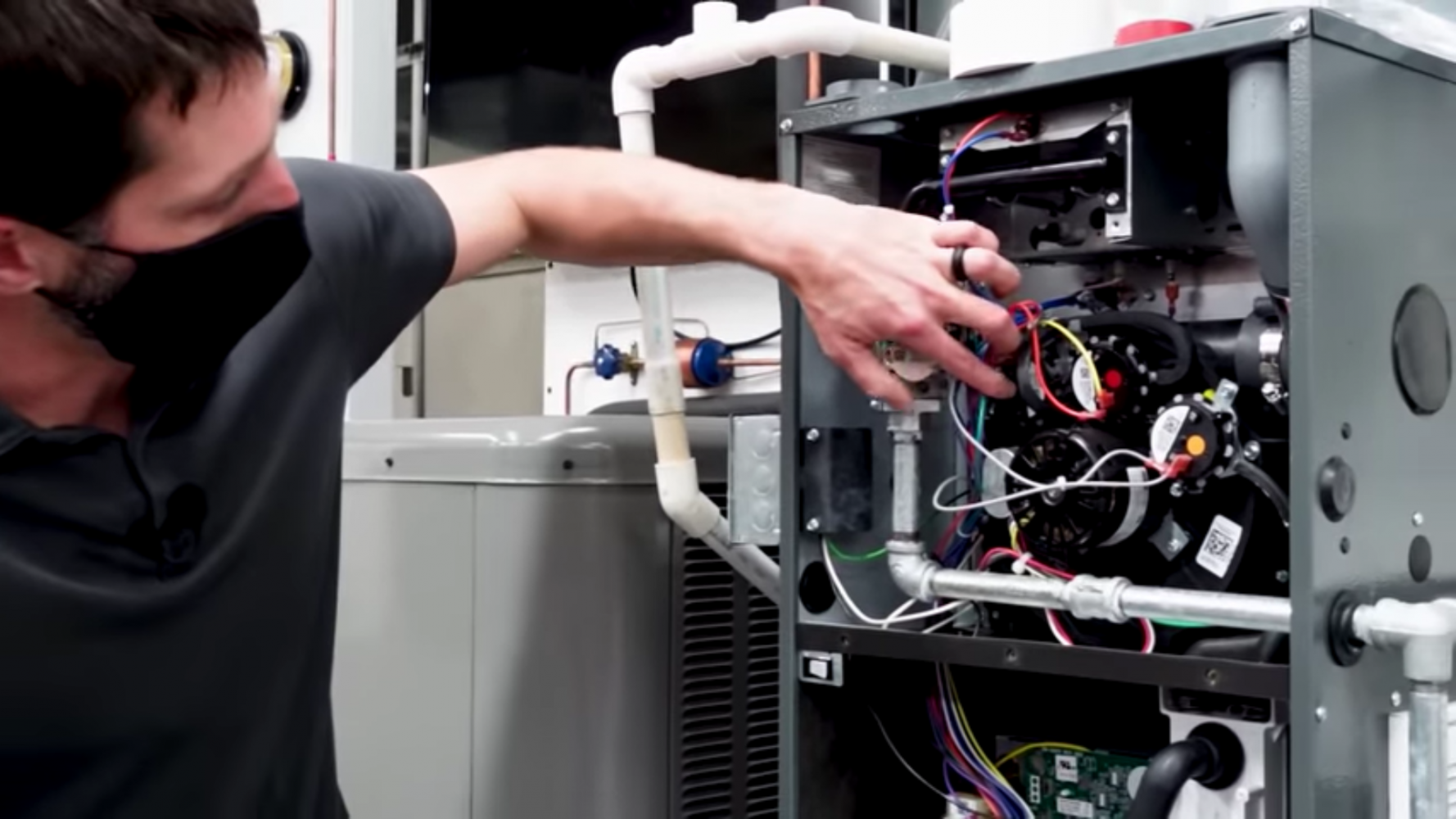
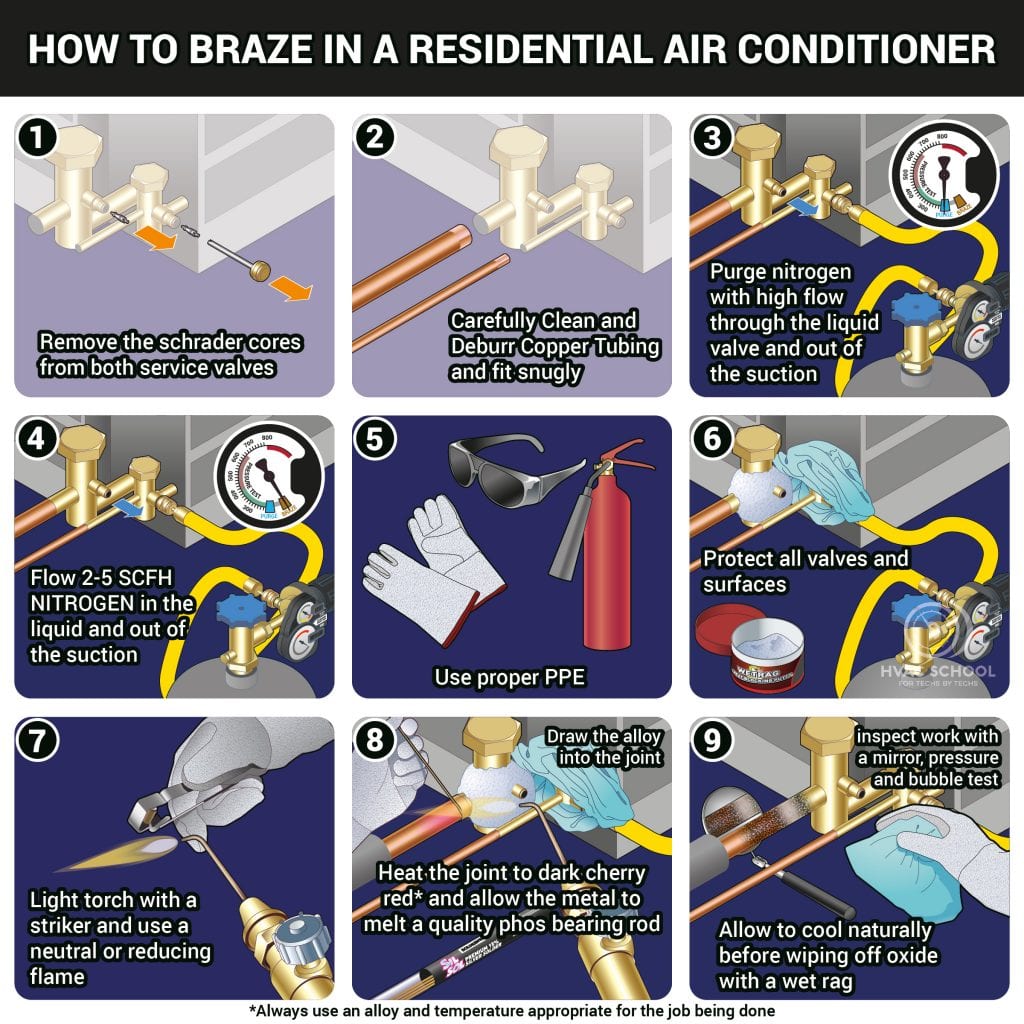
As usual, we want to flow nitrogen while we braze. Using a flow regulator will allow us to flow 2-6 SCFH (just a whisper of nitrogen out the end). When brazing near heat-sensitive components, be sure to use a wet towel or heat-blocking gel or putty (such as Refrigeration Technologies WetRag or Solderweld Hot Block).
We apply heat to the steel because it has a higher thermal mass (it can absorb more heat) and melting point than copper. The heat from the steel will move to the copper via conduction. When the copper turns a dark cherry red color, then we can apply the flux-coated rod to the copper. The flux needs to melt into the joint.
The joint cools down by itself, but you can also cool it down a bit faster with a cool, wet towel after it has cooled a bit on its own. Once it’s fully cooled, use a wire brush to remove any corrosive flux from the surface of the joint.











Comments
To leave a comment, you need to log in.
Log In