Brazing Techniques
September 13, 2023
This video is a Kalos Services training class about basic Brazing Techniques. The class was primarily aimed at commercial pipefitters and is the first in a series of classes.

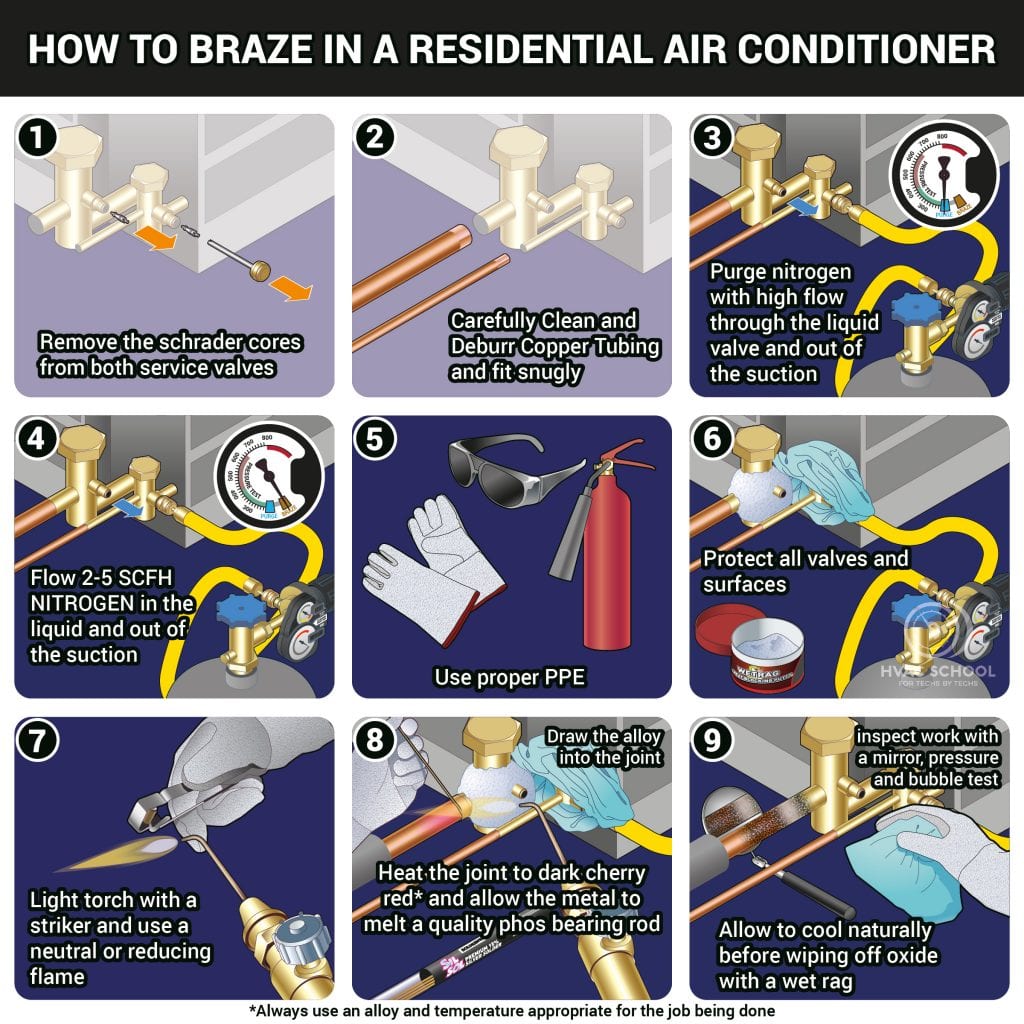
The words “brazing” and “soldering” are sometimes used interchangeably, but soldering really occurs at temperatures below 840 degrees Fahrenheit, and brazing occurs at temperatures above 840 degrees. We may end up brazing or soldering when joining or repairing metal tubing; to join metal tubing, we need to heat the base material to the point where it’s hot enough to melt a brazing alloy and draw it into the joint via capillary action. Some technicians are afraid to burn through the pipe and end up not heating the joint enough to draw the alloy in, especially if they mistake cupric oxide formation for a burnt pipe. Repairing requires us to create strong bonds over leaks by patching them and requires a different technique from joining.
Copper-to-copper brazing is one of the most common and straightforward pipefitting tasks, as it uses a phosphorus-based alloy and does not require a separate flux. You cannot use phosphorus-bearing rods when brazing or soldering copper with dissimilar metals, as different base metals have different properties. Each metal will have different compatible alloys and fluxes, conductivity, and melting points. Copper has high thermal conductivity (relative to other metals) and a melting point of around 1950 degrees Fahrenheit.
Alloys are filler metals, and we want to pick ones that are appropriate for the base metal(s) and as ductile as possible; alloys with higher silver content tend to be more ductile than ones with lower silver content. Flux helps the alloy flow and also keeps oxides from forming on the base metal.
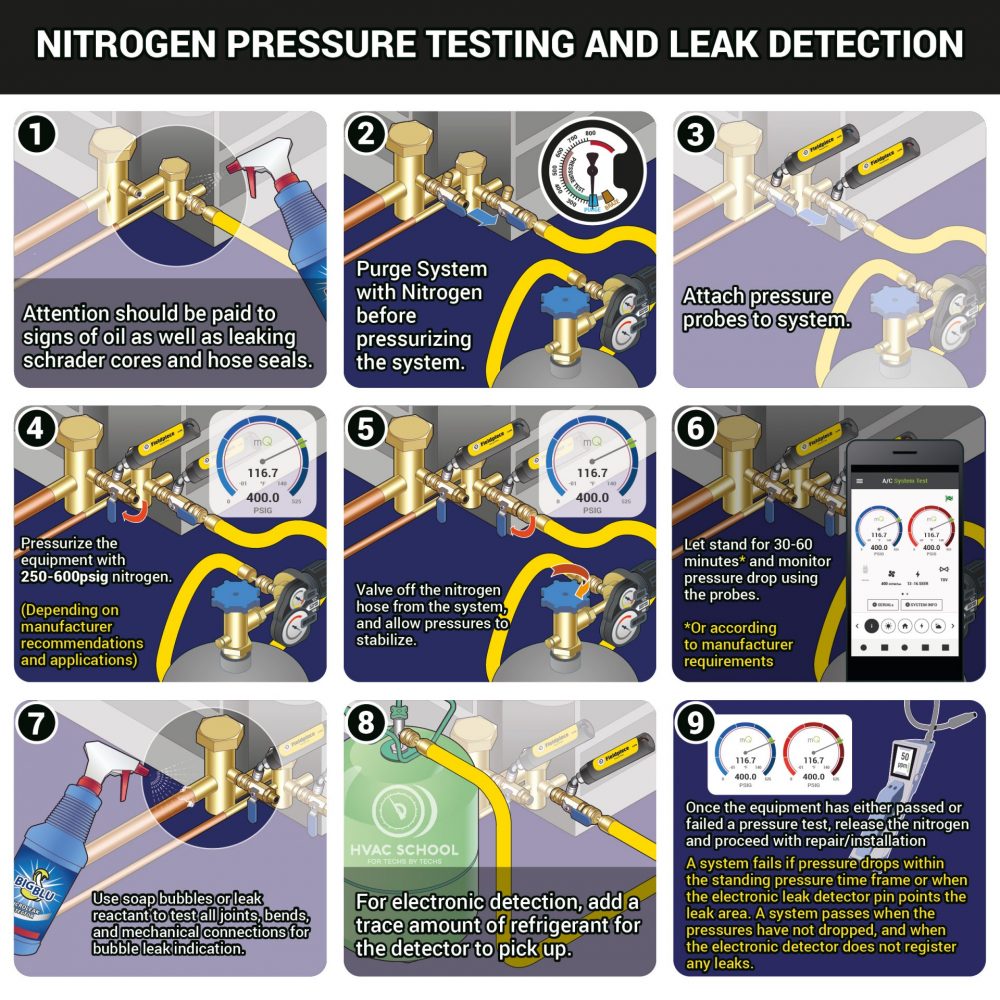
Oxides form on the base metal when oxygen combines with the base metal; in copper, temperatures above 900 degrees allow oxygen to combine with copper and form a black scaly substance called cupric oxide. These oxides make it difficult to create a good joint, and oxides inside the tubing can come off the tubing with POE oil, which makes the oxides clog filters and screens. Along with using an appropriate flux, purging the system with nitrogen before brazing and flowing nitrogen while brazing are the best practices to prevent oxides from forming in the tubing. Nitrogen displaces oxygen before brazing and keeps it out while you’re brazing.
To be safe while brazing and soldering, we need to keep a fire extinguisher handy at all times, keep the work area clean, and wear proper PPE (including safety glasses of an appropriate shade). Oiling regulator threads can also increase the risk of combustion, and it should never be done.










Comments
To leave a comment, you need to log in.
Log In