
Get Tech Tips
Subscribe to get free tech tips.
Vacuum Pump Oil

This article is written by Sal Hamidi, founder of Productsbypros.com, an innovative manufacturers representative agency that promotes great HVAC/R products through training and media. You can reach Sal at Sal@productsbypros.com.

If we are going to discuss vacuum pump oil, it's important to understand what it is first.
Most HVAC application vacuum pumps are rotary vane pumps in a single- or double-stage design. A vacuum pump moves vapor molecules out of the system, working in and out of the pump through the vacuum pump oil itself. That process makes the vacuum pump oil one of the most critical variables in the evacuation process.
 “Would you like a single or a double?” they ask. Depending on the level of vacuum you need to achieve, knowing whether to use a single or double stage vacuum pump is critical, as the stages determine the number of cycles the pump operates on with internal workings (chamber, rotor, and vanes) and exhaust, which determines the oils pressure in each exhaust stage.
“Would you like a single or a double?” they ask. Depending on the level of vacuum you need to achieve, knowing whether to use a single or double stage vacuum pump is critical, as the stages determine the number of cycles the pump operates on with internal workings (chamber, rotor, and vanes) and exhaust, which determines the oils pressure in each exhaust stage.
Once you choose the correct pump for the job, much of the performance and longevity of the pump come back to the type and state of your vacuum pump oil.
“Oil” is a bit of a misnomer because modern pump oil technology has evolved well beyond the original distilled petroleum products.
There are now double- and triple-distilled oils available, as well as hydro-treated oils, low sulfur oils, silicone-based synthetic oils, and flushing oils used to clean the pump. Due to the wide variety of formulations available, these are often now referred to as pump “fluids” rather than pump “oils.”
These application-specific oils need to be refined for vacuum pump application and must be pure from additives, except for anti-foaming, anti-oxidation, or corrosion-resistant additives.
Typical vacuum pump oil is refined mineral oil with low vapor pressure and specific viscosity for its use in high temperature or low-temperature applications. Oil selection for the average tech comes down to reading the literature from your pump manufacturer and matching it to the best oil.
What does vacuum pump oil do?
The primary role of most oils is mechanical lubrication, and the vacuum pump is no different. Additionally, the vacuum pump oil seals the vanes in rotary vane pumps, cooling the pump through heat transfer between the inner and outer parts of the pump.
The oil does the following:
– Provides a seal across the vanes and duo seal between the high pressure and low-pressure side of the pump in two-stage pumps
– Cools the pump by conducting heat from the stator to the outer casing, where it can be dissipated.
– Protects the metal parts from corrosion caused by oxygen and vapor from the system
– Most importantly, it lubricates the moving parts of the pump
Lubrication
Lubrication is the most important variable in our pump doing its job properly—and withstanding good ole natural wear and tear. Why so important? Without the right viscosity properties (friction characteristics) or thickness, the vacuum pump oil could lead to reduced efficiency or pump destruction due to a lack of metal-to-metal protection.
Not viscous enough? Seals don’t get created, and unwanted “leaks” begin to happen, reducing pump performance and ultimate vacuum. Too viscous? The oil fails to be properly deposited where it is needed, which can, once again, lead to wear and poor performance.
Creating the Seal
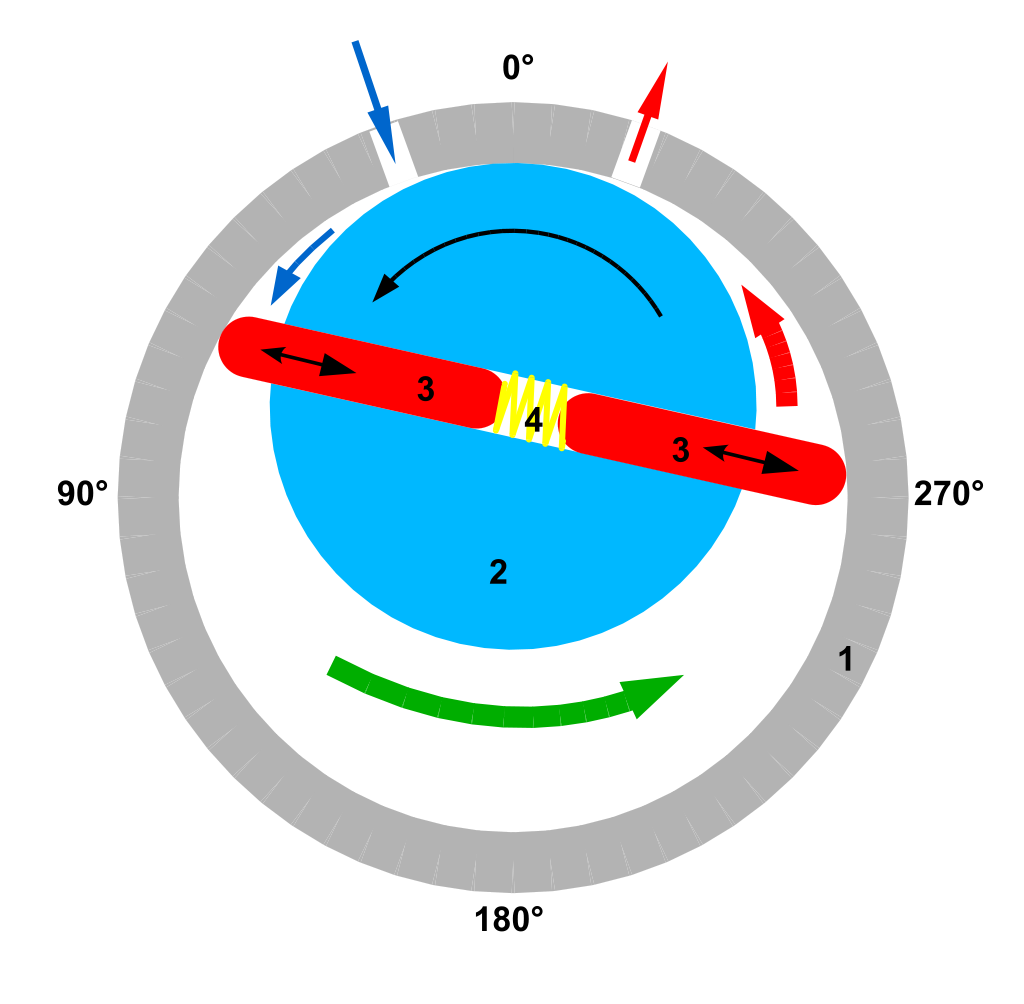
A seal in a vacuum pump between its high pressure and low pressure, or induction and exhaust sections of the pumping process, specifically for rotary vane pump application, allows for separation of gas and oil within the pump, reducing unwanted contamination. If you look at the video above, the seal needs to be created at the top of the rotor and in between the vanes and the chamber.
Vapor and Discharge
You have oil running into a pump where It is mixed with moisture and unwanted contaminants. This oil is then discharged through the exhaust, where it is exposed to pressures where it is either evaporated and discharged or runs through the filtration process and back through the pump.
Our vacuum pump oil is designed to have a low vapor pressure, much lower than the moisture in the HVAC/R system, ideally discharging it to the atmosphere. Low vapor pressure means having lower evaporative properties, where high vapor pressure has high evaporative properties. Because the vapor pressure of the pump oil is very low, it can operate at extremely low pressures without evaporating. The deeper the vacuum, the lower the pump oil vapor pressure must be, which can become a factor in ultra-deep vacuums used in some industries and scientific experimentation.
Gas ballast
A gas ballast provides a way to allow air to enter into the pump during the initial stage of vacuum to help prevent moisture contamination and fouling of the oil on wet systems.
In practice, techs are often taught to leave the ballast open until the pump can pull the system below a pressure (measured with a vacuum gauge at the system) below the boiling pressure of water for the ambient temperature. Then, you would close the ballast to pull the final deep vacuum. Vacuum Expert Howard Tring noted that leaving the ballast open until you get to the boiling point of water is a waste. The goal is to leave the ballast open only when it is stalled at the moisture evaporation pressure/temperature point.
In reality, many techs will leave the ballast closed on a system that they have no reason to believe is wet and will only use this technique when they suspect the unit may be wet or when they have already had to change the pump oil once.
The proper use of gas ballast keeps contaminants out of the oil, which can extend the life of the oil and the pump.

When should you change your vacuum pump oil?
Vacuum pump oil is a substance inside the pump that lubricates the pumping apparatus while also collecting moisture and contaminants from evacuated systems. Simply put, it’s what keeps the pump pumping. That is why changing oil as soon as it needs to be changed is critical.
Because vacuum pumps don’t have filters, the oil inside will eventually become saturated with contaminants, which reduces the pump’s efficiency.
So, how often should you actually change it?
Best practices are….
– When the vacuum pump level is significantly higher than the rated blank-off vacuum. This is best tested with a high vacuum gauge mounted directly on the inlet port.
– Change whenever you observe discoloration of the oil, whether it is a change to creamy from moisture or if it's darkening from other contaminants or heat.
– Depending on your oil type, application, and possible contaminants, the frequency of oil changes can range anywhere from daily to monthly but more often will extend pump life
– When the vacuum pump is not reaching the desired vacuum level. This is best tested with a vacuum gauge placed directly on the pump.
There is no exact answer here; an environment of use, proper use of the pump, aka proper use of gas ballast, and oil storage all play a factor in how long your pump will last.
As soon as there is a notable difference from its original clear state is a good time to change your oil. The signs above of contaminated vacuum pump oil help you determine whether your vacuum pump oil has altered its ability to keep its designed viscosity or its vapor pressure for maximum efficiency.
Change pump oil based on the manufacturer-approved method but generally when the oil is warm. Make sure to dispose of the oil in a legal and approved location.
To Recap
• The most important factors in choosing vacuum pump oil are its viscosity and vapor pressure
• It is meant to seal the inner workings of your pump
• The Oil Lubricates your pump without blocking transfer areas of your vacuum pump oil
• It transfers contaminants from the pump to the atmosphere through pressure difference and evaporation
—Sal
 Related Tech Tips
Related Tech Tips







Comments
To leave a comment, you need to log in.
Log In