
Get Tech Tips
Subscribe to get free tech tips.
Flaring Copper: Best Practices

Technicians have to make flare fittings in the field every day. Most of the time, the application is for mini-split/ductless installs. However, you may encounter certain situations where flared fittings are more practical than a braze joint. Regardless of the reason, flared connections are notorious in our trade for being popular leak areas. Either the flare is too tight, not tight enough, or was made poorly in the first place. Whatever the case, here are the most common methods for flaring copper and some best practices to ensure your connections are leak-free and durable.
Soft Copper
Flaring Block
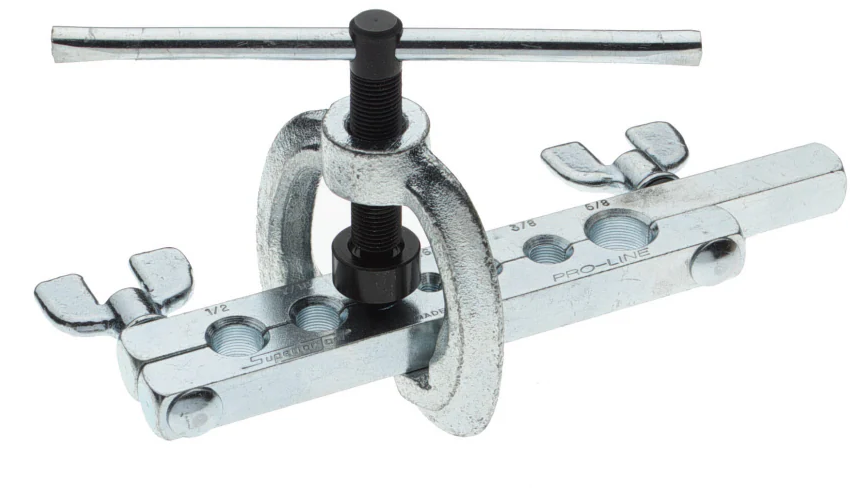
Flaring blocks are the tried and true old-school method for flaring copper. You can make high-quality flares using a flaring block if you really know what you’re doing. But that’s also the catch. If you don’t know what you’re doing, you can very easily mess things up or over-flare the copper. Some of the better flaring blocks have depth stoppers on the tool to ensure you leave only enough copper sticking out that is required to make the flare.
Handheld Flaring Tool

Yellow Jacket makes a great handheld flaring tool that makes the process much easier than the block. These tools often come with a depth stopper, and they take less time to set up than a flaring block. I’ve heard technicians swear by these tools more than any other flaring method. However, there is still a level of feel required to use this tool properly to avoid over-flaring. Even the most experienced technicians can accidentally ruin a flare by tightening down too much.
Spin Flare

Technicians either swear by this method or absolutely despise it with every fiber in their being. The results with this tool are, in my experience, hit or miss. They come in versions that fit into impact drivers as well. But if you decide to try this method for flaring, use a flaring block to grip the pipe. Much like the spin swage, the heat from the friction of the spin will travel down the pipe fairly quickly and can burn your hand. Also, never use channel locks to grip the pipe. Chances are, you are flaring copper pipe with a smaller diameter than ¾”. Common sizes for flaring copper range from ¼” to ⅝”, so the piping is much more susceptible to kinking when gripped with channel locks.
Cordless Flaring Tool

NAVAC makes a great cordless flaring tool that pretty much creates the perfect flare every single time in seconds. A cordless flaring tool doesn’t require much work from the operator. It comes with a depth stopper, and it controls how much torque is applied to the making of the flare to avoid over-flaring. These tools, like the hydraulic swaging tools, are not cheap, but they are well worth the investment, especially if you or your company works on ductless systems often. These tools are time-savers, and quite frankly, I think they are cool to use!
Hard Copper
I don’t recommend trying to flare hard copper at all. You could certainly anneal the copper and make the flare, but flared connections aren’t very common in applications where hard copper is used. Typically, if you are using hard copper, the size of the copper won’t be conducive to making a flare anyway. However, I’ve never had to flare hard copper before, so if you are reading this and have experience with it, please let me know, and I’ll edit this section accordingly! For now, I’ll explain how to anneal the copper to make flaring possible, should the occasion arise.
Annealing is the process of heating up the pipe and letting it cool down. This process increases the pipe’s “ductility.” In other words, the pipe becomes less rigid and won’t crack when we try to manipulate it. Select a torch tip large enough to get the pipe dark cherry red. Remember to flow nitrogen any time a flame is used to heat the pipe. Once the copper is uniformly dark cherry red, remove the heat and let the pipe cool down naturally. Do not use water or a wet rag to cool the piping rapidly. You can purge nitrogen through the tubing during the cool-down process. Once the pipe is cool to the touch, you can now use whichever flaring method you prefer.
Best Practices No Matter the Method
- Always clean your copper BEFORE you cut the tubing and AFTER annealing.
- Cleaning the pipe before cutting prevents any debris from the abrasive cloth from falling into the tubing.
- Use a good tubing cutter.
- Fresh blades that are tight in place.
- Go slowly to reduce the lip on the inside of the pipe.
- Use a good deburring/reaming tool before swaging the copper.
- A high-quality inner/outer reaming tool is best for making flares. Deburring the copper is much more critical for flaring than for swaging. Failure to deburr the copper will always result in a poor quality flare and will lead to leaks.
- Only deburr the pipe when you can safely and confidently keep the shavings from falling back into the pipe.

- RTFM (Read the “fantastic” manual) for all your tools before using them in your specific application.
- Always flow nitrogen when applying a flame.
- Don’t forget to slide your flaring nut over your copper (in the right direction) before you make your flare!
- I’ve failed to do this an embarrassing amount of times. Don’t laugh; I know you’ve done the same thing too!
- Use a drop—I repeat—a drop of Refrigeration Technologies’ Nylog Blue on the threaded connection and on the flare itself. This practice will help prevent leaks and lubricate the threaded connection.
- Don’t @ me about how manufacturers tell you not to use Nylog. We’ve been using it at Kalos Services for many, many years, we do a ton of ductless installations, and we’ve never once had an issue. And no, it will not void a manufacturer warranty. Read it and weep!

- Use a torque wrench!
- RTFM on the equipment literature to see what the manufacturer’s required torque is for a flare. Set the limit on our torque wrench, and do not over-tighten!
- Over-tightened flare nuts will crack the flares, and they will leak, and they will cost your company a lot of money in repairs.
Abide by these 8 commandments, and you will be making high-quality flares in the field that are leak-free and durable. Remember always to wear the proper PPE when using a flame, and take your time. The most costly mistakes often occur when technicians rush. When we rush, we get careless, and the result can end up costing us more time to repair, or worse, a bodily injury. Stay safe!
—Kaleb Saleeby
 Related Tech Tips
Related Tech Tips








Comments
Hola me podrias ayudar con informacion para el examen de la EPA 608.
SALUDOS
Hola me podrias ayudar con informacion para el examen de la EPA 608.
SALUDOS
To leave a comment, you need to log in.
Log In