
Get Tech Tips
Subscribe to free tech tips.
Brazing in TXVs: Best Practices

This is a quick tip from the “Expansion Valves – What Does and Doesn't Matter?” livestream on our YouTube channel featuring Joe Shearer, Matthew Taylor, and Corey Cruz.
It’s time to talk about brazing again! Even though rehashing “flow nitrogen” and “use a wet rag” gets a little old, bad TXVs and callbacks also get old. (The only bad TXV we like around here is @badtxv on TikTok—go follow Corey for his great refrigeration content if you haven’t already.) Those simple brazing best practices still get overlooked too often, and we can always reduce our callback rates.
This time, we’re going to focus on why these things are important for keeping the TXV in good working order over the system’s lifespan.
Flowing Nitrogen

This wouldn’t be a brazing tech tip without mentioning that we should flow nitrogen while brazing.
Again, the reason why we do this (and why it’s more important than ever) is because the POE oil we use in R-410A and the new A2Ls can strip oxides that build up inside the copper. These oxides will clog filter driers and TXV screens. Don Gillis explained a bit about the chemistry behind the POE oil and cupric oxide in THIS tech tip about oil.
Prevention is the best cure here; we can stop oxides from forming inside the copper by flowing nitrogen. Nitrogen chases and keeps oxygen out of the tubing, which means oxygen can’t react with the copper to form oxides inside the piping in the first place.
We have other resources that cover nitrogen best practices in greater detail, but the main thing to remember is that you’ll want to purge (not pressurize) the lines before brazing to chase air out and then flow nitrogen at 3–5 SCFH to keep air from coming back in while you’re brazing.
Protecting the TXV
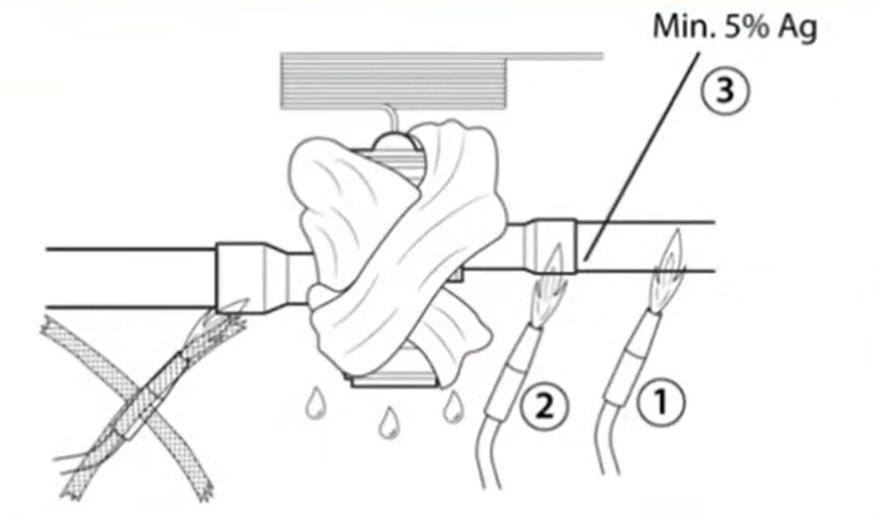
TXVs are often made of brass, which has a lower melting point than copper. If you’re going to braze in a valve, make sure you wrap it in a wet towel or a heat-blocking putty (like Refrigeration Technologies WetRag) to keep the heat from damaging or warping anything inside the TXV.
This step is especially critical if you use air-acetylene torches or oxy-acetylene torches with rosebud tips. In both of those cases, the heat is applied to a wider area, so you’ll need to be even more careful.
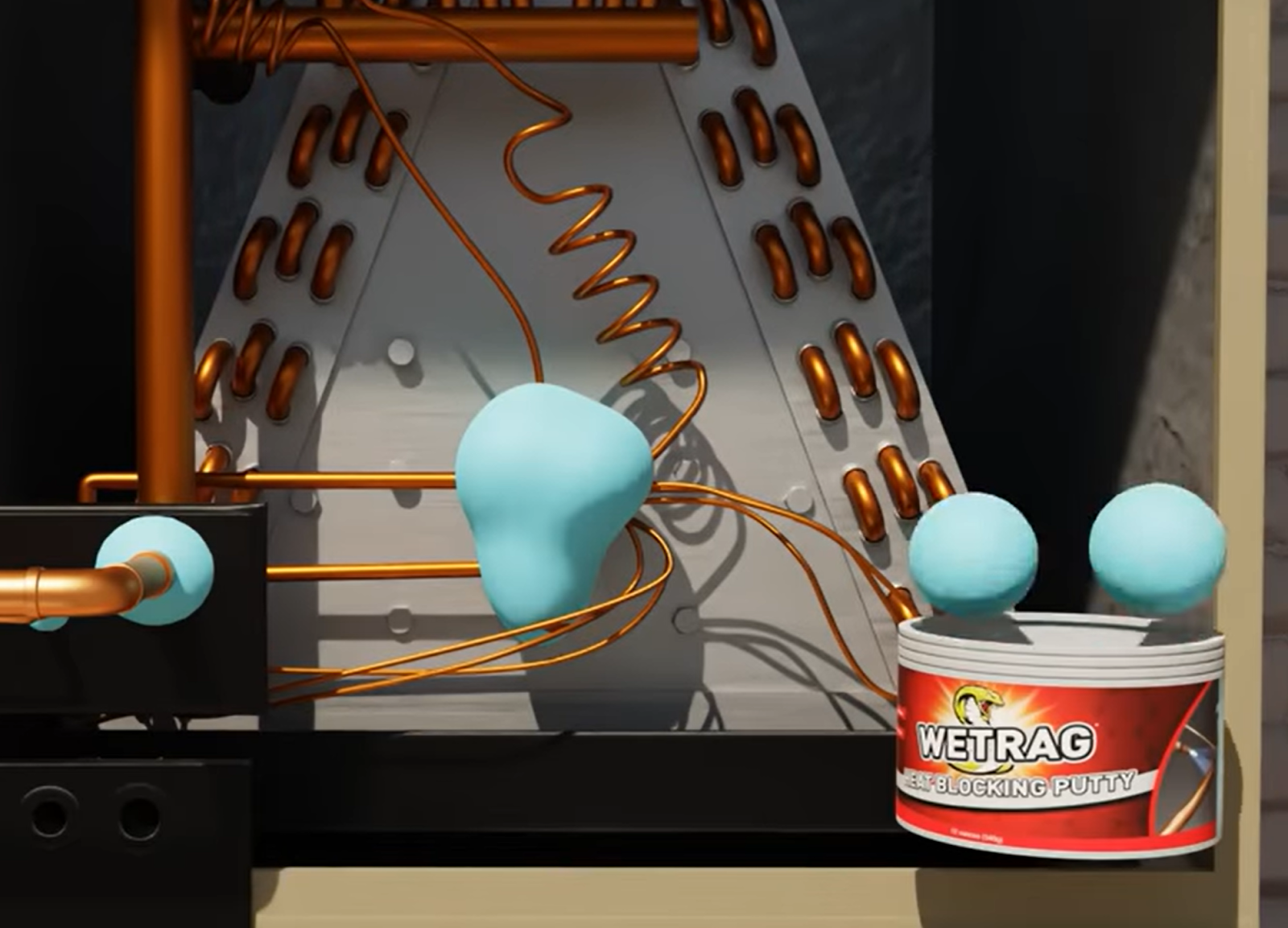
Stainless steel valves conduct heat less easily than brass valves. While you might be able to get away with not protecting the TXV, it’s usually best to fall into the “better safe than sorry” camp. If you can protect the valve, you should protect the valve.
As a side note, take extra care to protect the sensing bulb from heat whenever you’re brazing. Those are extremely sensitive and play an important role in making the TXV function as intended. If you can’t protect the bulb, be sure to remove it to make sure it stays in proper working order.
Ensuring Proper Flow Direction
Installing a TXV backward is a simple and surprisingly common mistake. It’s easy to get into a rhythm during the installation process—especially if you’re on a time crunch. As we often are—and accidentally install a TXV the wrong way.
Many TXVs come with an arrow pointing in the direction of flow. In many cases (though not all), the inlet valve will also be higher than the outlet valve. The diagram below shows the flow direction; A is the inlet, and B is the outlet.
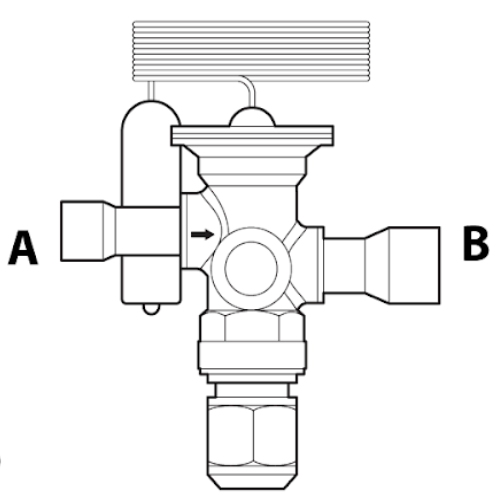
This issue has happened to the best of us, so take a quick moment to verify that the TXV is in the proper orientation before brazing it in.
All of these tasks take just a little extra time and care—from a few seconds to check the valve orientation to a few minutes to set up your nitrogen rig. However, the system longevity (and callback reduction!) will be well worth your time.
 Related Tech Tips
Related Tech Tips








Comments
To leave a comment, you need to log in.
Log In