
Get Tech Tips
Subscribe to get free tech tips.
Some Belt Tensioning Thoughts

We had a really great conversation on the HVAC School Facebook Group about some belt tension best practices. It turns out that even a lot of really smart and experienced techs are not aware of all the factors related to belt tensioning.
Myth #1 is that amperage is used to set belt tension. Now, don't get me wrong; checking amperage before and after changing belt tension is an excellent practice to ensure that you are not binding the bearings from over-tension. However, it does not tell you whether or not the belt is at optimum tension.
I think Browning summarizes it best in this statement from their Browning toolbox technician app:
Ideal tension is the lowest tension at which the belt will not slip under peak load conditions.
Getting a belt too tight shortens the life of the belt and bearings and can cause high amperage. Leaving a belt too loose will shorten the belt's life and result in noise and loss of airflow.
Many techs confuse the sheave adjustment, designed to alter the pulley ratio and the airflow with the belt tension adjustment. These are not the same thing and serve separate purposes.
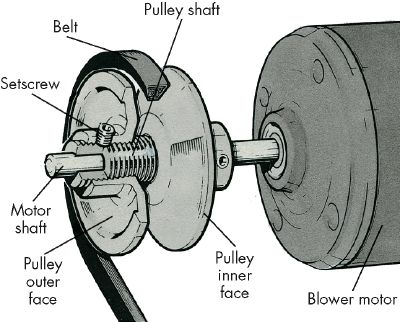
The adjustable sheave allows the pulley faces to adjust closer to or further from one another, resulting in a belt that rides closer to the hub when looser (halves further apart) or closer to the edge when tighter (halves further separated). THIS ADJUSTMENT IS FOR FAN SPEED ONLY, NOT TENSIONING!
A properly tensioned belt should not significantly slip when starting; it should not be noisy, and it should not bounce around. If you tighten the belt, check the amps before and after. The motor should not over-amp.
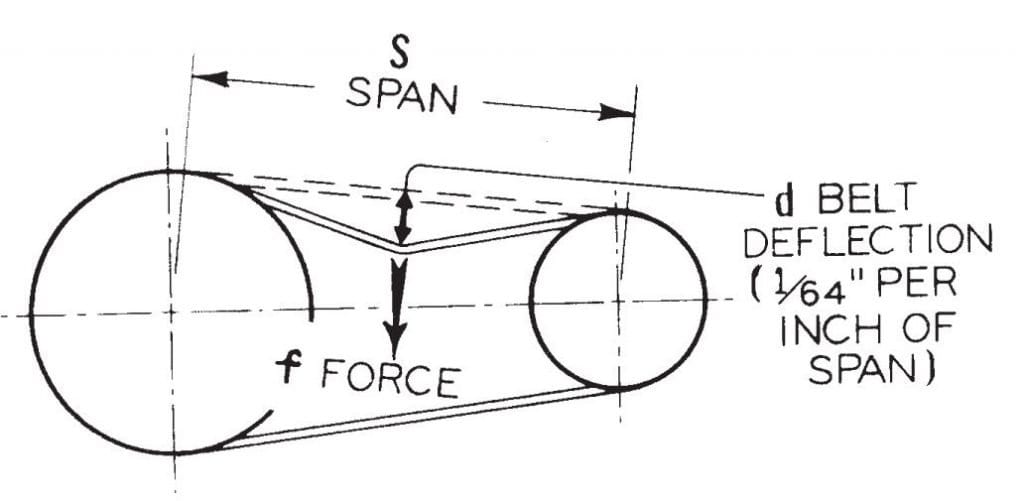
The correct tension method is to get the belt close to the correct tension by feel with a deflection of 1/64 of an inch for every 1″ of distance between the two pulley centers. You can then use an app or a chart like THIS ONE to find the proper force to generate this deflection.

You would then use a belt deflection tool like the one shown above to test the deflection force required and adjust accordingly. The video below demonstrates this.
I like what Jeremy Smith stated in the group:
“Belt tension has less impact on motor amperage than pitch diameter of the sheave and how that affects total airflow. Use the Emerson tool and the app (or paper chart if you're all stone age) Record tension and other data (sheave diameter, center to center length, rpm and proper tension) on the blower housing.”
Check those belts during commissioning, maintenance, and service, and change them as needed.
—Bryan
 Related Tech Tips
Related Tech Tips








Comments
Having thirty years industrial experience, I’d like to add a few things.
1. I have seen ‘new’ belts with flaws as well as used belts with hard/soft spots – always make tests and checks with the belt(s) in at least three different positions.
2. Not everyone has the handy tension gauge, nor does said gauge fit in all applications. Learn to improvise with what you have or what you can fit like a simple hanging scale and taping a shim of the correct thickness to a level … crude, but functional.
3. All the testing, measuring and calculating ain’t worth a hoot if the belt doesn’t function correctly in operation – observe it in operation before giving the thumbs-up.
4. Make sure all mutli-belt application are using belts from the same lot number. Mismatched belts will fail prematurely and put undo stresses on the machinery.
5. Proper sheave alignment is absolutely critical. I can’t tell you how many times I’ve solved a lot of problems by simply correcting sheave alignment. Also, all alignments must be done using the belt groove, not the outside of the sheave as they all vary in thickness. Likewise, the alignment must also be re-check after the belt(s) are installed as the tension applied to the belts can change sheave alignment especially in applications fitted with shock/vibration dampers.
Having thirty years industrial experience, I’d like to add a few things.
1. I have seen ‘new’ belts with flaws as well as used belts with hard/soft spots – always make tests and checks with the belt(s) in at least three different positions.
2. Not everyone has the handy tension gauge, nor does said gauge fit in all applications. Learn to improvise with what you have or what you can fit like a simple hanging scale and taping a shim of the correct thickness to a level … crude, but functional.
3. All the testing, measuring and calculating ain’t worth a hoot if the belt doesn’t function correctly in operation – observe it in operation before giving the thumbs-up.
4. Make sure all mutli-belt application are using belts from the same lot number. Mismatched belts will fail prematurely and put undo stresses on the machinery.
5. Proper sheave alignment is absolutely critical. I can’t tell you how many times I’ve solved a lot of problems by simply correcting sheave alignment. Also, all alignments must be done using the belt groove, not the outside of the sheave as they all vary in thickness. Likewise, the alignment must also be re-check after the belt(s) are installed as the tension applied to the belts can change sheave alignment especially in applications fitted with shock/vibration dampers.
Timeless health principles remind us that we commonly see a pattern of sticking to everyday routines without much thought.
Visualize your health journey as a predictable road, seldom branching off to explore uncharted territories that could lead to true transformation.
Such a deceptive simplicity naturally sparks curiosity about what lies just out of sight in our pursuit of optimal health.
Consider vitality as a beautifully crafted puzzle, with every element distinct and irreplaceable.
People often report subtle signals of discomfort that don’t fit neatly into standard explanations.
These subtle differences manifest across a wide array, from calm restorative phases to bursts of renewed vigor or surprising detours along the way.
Peering closely at the reflection of your own self-discovery.
frequently brings to light overlooked synergies and natural rhythms.
This profound realization ignites a fresh era in comprehensive health awareness.
Evaluate balance not against general standards, but through the lens of what truly aligns with your inner self.
Lasting energy and fulfillment are constructed through these intentional, adaptive selections over time.
For this reason, nurturing an ongoing conversation with your body’s wisdom becomes absolutely crucial.
Hearts attuned to awareness forge stronger connections with the natural currents of existence.
Strengthen your foundation with rich veins of knowledge and perspective.
Let your interest guide you—proceed to uncover the essence of cenforce-200
Timeless health principles remind us that we commonly see a pattern of sticking to everyday routines without much thought.
Visualize your health journey as a predictable road, seldom branching off to explore uncharted territories that could lead to true transformation.
Such a deceptive simplicity naturally sparks curiosity about what lies just out of sight in our pursuit of optimal health.
Consider vitality as a beautifully crafted puzzle, with every element distinct and irreplaceable.
People often report subtle signals of discomfort that don’t fit neatly into standard explanations.
These subtle differences manifest across a wide array, from calm restorative phases to bursts of renewed vigor or surprising detours along the way.
Peering closely at the reflection of your own self-discovery.
frequently brings to light overlooked synergies and natural rhythms.
This profound realization ignites a fresh era in comprehensive health awareness.
Evaluate balance not against general standards, but through the lens of what truly aligns with your inner self.
Lasting energy and fulfillment are constructed through these intentional, adaptive selections over time.
For this reason, nurturing an ongoing conversation with your body’s wisdom becomes absolutely crucial.
Hearts attuned to awareness forge stronger connections with the natural currents of existence.
Strengthen your foundation with rich veins of knowledge and perspective.
Let your interest guide you—proceed to uncover the essence of cenforce-200
Новейшее медицинское оборудование играет ключевую часть в лечении и поддержке пациентов.
Клиники всё чаще используют передовую технику.
Это позволяет врачам делать правильные заключения.
Новые приборы обеспечивают надёжность и для людей, и для врачей.
https://novostidnja.ru/apparaty-dlya-tekar-terapii-sochetanie-tehnologij-i-manualnogo-navyka.html
Использование высоких технологий помогает эффективное восстановление.
Часто устройства имеют опции для точного контроля состояния здоровья.
Врачи могут оперативно принимать решения, основываясь на результатах аппаратуры.
Таким образом, современное медицинское оборудование повышает уровень лечебного процесса.
Новейшее медицинское оборудование играет ключевую часть в лечении и поддержке пациентов.
Клиники всё чаще используют передовую технику.
Это позволяет врачам делать правильные заключения.
Новые приборы обеспечивают надёжность и для людей, и для врачей.
https://novostidnja.ru/apparaty-dlya-tekar-terapii-sochetanie-tehnologij-i-manualnogo-navyka.html
Использование высоких технологий помогает эффективное восстановление.
Часто устройства имеют опции для точного контроля состояния здоровья.
Врачи могут оперативно принимать решения, основываясь на результатах аппаратуры.
Таким образом, современное медицинское оборудование повышает уровень лечебного процесса.
Индивидуалки — это выразительные личности, которые уважают свою свободу.
Они склоняются к вдумчивому подходу в общении.
Такие девушки часто обладают сильным характером и четкими жизненными установками.
Они смело выражать свои взгляды.
https://donetsk.spaxam.net/
Контакт с ними всегда получается насыщенным.
Они способны понимать собеседника и строить глубокие отношения.
Такие девушки мотивируют окружающих своей аутентичностью.
Они идут своим маршрутом, не подстраиваясь под чужие ожидания.
Индивидуалки — это выразительные личности, которые уважают свою свободу.
Они склоняются к вдумчивому подходу в общении.
Такие девушки часто обладают сильным характером и четкими жизненными установками.
Они смело выражать свои взгляды.
https://donetsk.spaxam.net/
Контакт с ними всегда получается насыщенным.
Они способны понимать собеседника и строить глубокие отношения.
Такие девушки мотивируют окружающих своей аутентичностью.
Они идут своим маршрутом, не подстраиваясь под чужие ожидания.
Мода в России выделяется индивидуальностью и разнообразной традицией.
Нынешние дизайнеры черпают идеи в этнических мотивах, создавая оригинальные модели.
В коллекциях всё чаще демонстрируются необычные решения стилей.
Отечественные дизайнеры поддерживают устойчивый подход к созданию одежды.
tatiana wedding dress
Аудитория всё больше следит за новые бренды из России.
Платформы о моде освещают о новых тенденциях и дизайнерах.
Молодые бренды получают популярность как в России, так и за границей.
В итоге отечественная индустрия продолжает развиваться, объединяя культуру и новаторство.
Мода в России выделяется индивидуальностью и разнообразной традицией.
Нынешние дизайнеры черпают идеи в этнических мотивах, создавая оригинальные модели.
В коллекциях всё чаще демонстрируются необычные решения стилей.
Отечественные дизайнеры поддерживают устойчивый подход к созданию одежды.
tatiana wedding dress
Аудитория всё больше следит за новые бренды из России.
Платформы о моде освещают о новых тенденциях и дизайнерах.
Молодые бренды получают популярность как в России, так и за границей.
В итоге отечественная индустрия продолжает развиваться, объединяя культуру и новаторство.
Great information and my personal experience have shown that all of you points are important but #5 is most overlooked and very important.
Great information and my personal experience have shown that all of you points are important but #5 is most overlooked and very important.
After I read this article, I got to have knowledge and add my insight, I happened to look for an article like this, it is very helpful for me and the crowd, the writing is good to read and easy to understand.
After I read this article, I got to have knowledge and add my insight, I happened to look for an article like this, it is very helpful for me and the crowd, the writing is good to read and easy to understand.
Good information for me i love to read this post thanks for all points.
Good information for me i love to read this post thanks for all points.
Mark added some key points. Also in addition to pulley alignment:
Most if not all belt mfg no longer have matched sets.
Inspect pulleys for wear and wear pattern. Replace if worn > ~ 1/32″
Make sure the right dimensional/cross sectional belt is used for the application, common issue.
Inspect dampers, coil, filters, & pans or any components that may affect air flow/amp draw.
Test & check amps with max air flow, access doors closed as in normal operation.
Verify bearing lube.
Mark added some key points. Also in addition to pulley alignment:
Most if not all belt mfg no longer have matched sets.
Inspect pulleys for wear and wear pattern. Replace if worn > ~ 1/32″
Make sure the right dimensional/cross sectional belt is used for the application, common issue.
Inspect dampers, coil, filters, & pans or any components that may affect air flow/amp draw.
Test & check amps with max air flow, access doors closed as in normal operation.
Verify bearing lube.
To leave a comment, you need to log in.
Log In