
September 2017

We talk about EEV's, how they work, the reason they exist as well as review the entire range of metering devices.
Read more
Chris Caldwell interviews Bryan in this podcast about the industry, his business and the future.
Read more
You may not know this, but the HVAC School podcast began before the website. When I started the podcast, I never intended to create a website, but there was more demand for quick tech tips than the podcast could hold. So, we started hvacrschool.com. In the same way, I never set out to create a […]
Read more
An overview podcast on filter driers including, suction driers, liquid driers, core driers, different media and basic applications
Read more
We cover the 4 basic gas laws and how they apply to you as a technician
Read more
Alex Figueroa is a VRF and refrigeration tech in Puerto Rico and he talks to Bryan about his experience
Read more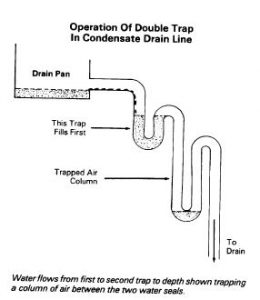
Double traps are no good. That's the end of this tech tip. Okay, here's some detail: Anytime your drain goes up and down more than once, you have a double trap UNLESS you place an air vent between the two traps that vents ABOVE the drain inlet. The double trap causes drainage issues because air […]
Read more
What do you need to know to walk up and fix a VRF or Ductless System? Long time VRF and Ductless Pro John Chavez covers his approach in part 2 of this podcast
Read more


