
Get Tech Tips
Subscribe to free tech tips.
Some Belt Tensioning Thoughts

We had a really great conversation on the HVAC School Facebook Group about some belt tension best practices. It turns out that even a lot of really smart and experienced techs are not aware of all the factors related to belt tensioning.
Myth #1 is that amperage is used to set belt tension. Now, don't get me wrong; checking amperage before and after changing belt tension is an excellent practice to ensure that you are not binding the bearings from over-tension. However, it does not tell you whether or not the belt is at optimum tension.
I think Browning summarizes it best in this statement from their Browning toolbox technician app:
Ideal tension is the lowest tension at which the belt will not slip under peak load conditions.
Getting a belt too tight shortens the life of the belt and bearings and can cause high amperage. Leaving a belt too loose will shorten the belt's life and result in noise and loss of airflow.
Many techs confuse the sheave adjustment, designed to alter the pulley ratio and the airflow with the belt tension adjustment. These are not the same thing and serve separate purposes.
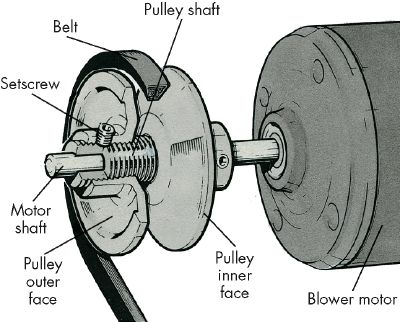
The adjustable sheave allows the pulley faces to adjust closer to or further from one another, resulting in a belt that rides closer to the hub when looser (halves further apart) or closer to the edge when tighter (halves further separated). THIS ADJUSTMENT IS FOR FAN SPEED ONLY, NOT TENSIONING!
A properly tensioned belt should not significantly slip when starting; it should not be noisy, and it should not bounce around. If you tighten the belt, check the amps before and after. The motor should not over-amp.
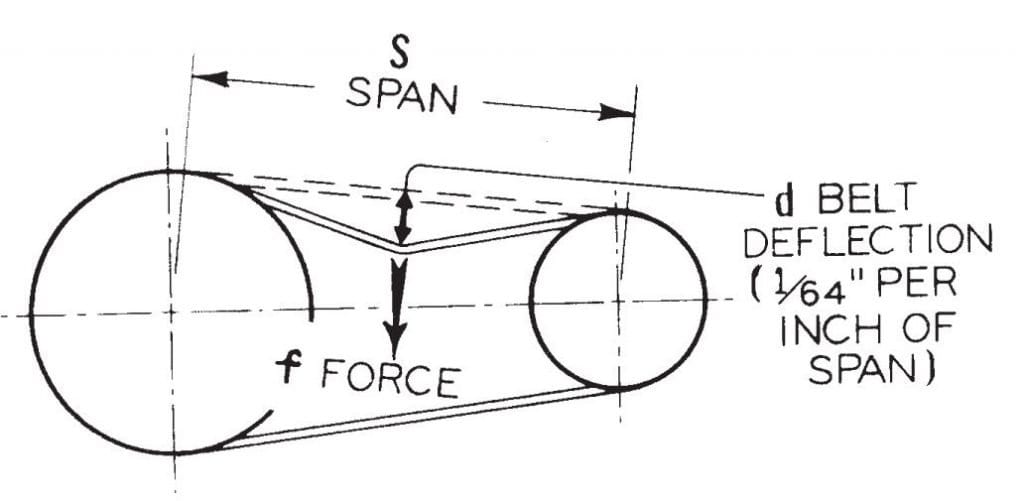
The correct tension method is to get the belt close to the correct tension by feel with a deflection of 1/64 of an inch for every 1″ of distance between the two pulley centers. You can then use an app or a chart like THIS ONE to find the proper force to generate this deflection.

You would then use a belt deflection tool like the one shown above to test the deflection force required and adjust accordingly. The video below demonstrates this.
I like what Jeremy Smith stated in the group:
“Belt tension has less impact on motor amperage than pitch diameter of the sheave and how that affects total airflow. Use the Emerson tool and the app (or paper chart if you're all stone age) Record tension and other data (sheave diameter, center to center length, rpm and proper tension) on the blower housing.”
Check those belts during commissioning, maintenance, and service, and change them as needed.
—Bryan
 Related Tech Tips
Related Tech Tips






Comments
Having thirty years industrial experience, I’d like to add a few things.
1. I have seen ‘new’ belts with flaws as well as used belts with hard/soft spots – always make tests and checks with the belt(s) in at least three different positions.
2. Not everyone has the handy tension gauge, nor does said gauge fit in all applications. Learn to improvise with what you have or what you can fit like a simple hanging scale and taping a shim of the correct thickness to a level … crude, but functional.
3. All the testing, measuring and calculating ain’t worth a hoot if the belt doesn’t function correctly in operation – observe it in operation before giving the thumbs-up.
4. Make sure all mutli-belt application are using belts from the same lot number. Mismatched belts will fail prematurely and put undo stresses on the machinery.
5. Proper sheave alignment is absolutely critical. I can’t tell you how many times I’ve solved a lot of problems by simply correcting sheave alignment. Also, all alignments must be done using the belt groove, not the outside of the sheave as they all vary in thickness. Likewise, the alignment must also be re-check after the belt(s) are installed as the tension applied to the belts can change sheave alignment especially in applications fitted with shock/vibration dampers.
Having thirty years industrial experience, I’d like to add a few things.
1. I have seen ‘new’ belts with flaws as well as used belts with hard/soft spots – always make tests and checks with the belt(s) in at least three different positions.
2. Not everyone has the handy tension gauge, nor does said gauge fit in all applications. Learn to improvise with what you have or what you can fit like a simple hanging scale and taping a shim of the correct thickness to a level … crude, but functional.
3. All the testing, measuring and calculating ain’t worth a hoot if the belt doesn’t function correctly in operation – observe it in operation before giving the thumbs-up.
4. Make sure all mutli-belt application are using belts from the same lot number. Mismatched belts will fail prematurely and put undo stresses on the machinery.
5. Proper sheave alignment is absolutely critical. I can’t tell you how many times I’ve solved a lot of problems by simply correcting sheave alignment. Also, all alignments must be done using the belt groove, not the outside of the sheave as they all vary in thickness. Likewise, the alignment must also be re-check after the belt(s) are installed as the tension applied to the belts can change sheave alignment especially in applications fitted with shock/vibration dampers.
Great information and my personal experience have shown that all of you points are important but #5 is most overlooked and very important.
Great information and my personal experience have shown that all of you points are important but #5 is most overlooked and very important.
After I read this article, I got to have knowledge and add my insight, I happened to look for an article like this, it is very helpful for me and the crowd, the writing is good to read and easy to understand.
After I read this article, I got to have knowledge and add my insight, I happened to look for an article like this, it is very helpful for me and the crowd, the writing is good to read and easy to understand.
Good information for me i love to read this post thanks for all points.
Good information for me i love to read this post thanks for all points.
Mark added some key points. Also in addition to pulley alignment:
Most if not all belt mfg no longer have matched sets.
Inspect pulleys for wear and wear pattern. Replace if worn > ~ 1/32″
Make sure the right dimensional/cross sectional belt is used for the application, common issue.
Inspect dampers, coil, filters, & pans or any components that may affect air flow/amp draw.
Test & check amps with max air flow, access doors closed as in normal operation.
Verify bearing lube.
Mark added some key points. Also in addition to pulley alignment:
Most if not all belt mfg no longer have matched sets.
Inspect pulleys for wear and wear pattern. Replace if worn > ~ 1/32″
Make sure the right dimensional/cross sectional belt is used for the application, common issue.
Inspect dampers, coil, filters, & pans or any components that may affect air flow/amp draw.
Test & check amps with max air flow, access doors closed as in normal operation.
Verify bearing lube.
To leave a comment, you need to log in.
Log In